АНАЛИЗ ВЛИЯНИЯ ХАРАКТЕРИСТИК ИЗЛУЧЕНИЯ ГАЗОВОГО (СО2) И ВОЛОКОННОГО ЛАЗЕРОВ НА ФОРМУ И ГЛУБИНУ РАЗРУШАЕМОЙ ПОВЕРХНОСТИ МЕТАЛЛА
←
→
Транскрипция содержимого страницы
Если ваш браузер не отображает страницу правильно, пожалуйста, читайте содержимое страницы ниже

УДК 621.7
А. В. Зайцев 1, О. Б. Ковалев 1, Е. М. Смирнова 2
1
Институт теоретической и прикладной механики им. С. А. Христиановича СО РАН
ул. Институтская, 4/1, Новосибирск, 630090, Россия
2
Новосибирский государственный университет
ул. Пирогова, 2, Новосибирск, 630090, Россия
zaitsev@itam.nsc.ru; kovalev@itam.nsc.ru; Smirnova-em@bk.ru
АНАЛИЗ ВЛИЯНИЯ ХАРАКТЕРИСТИК ИЗЛУЧЕНИЯ ГАЗОВОГО (СО2)
И ВОЛОКОННОГО ЛАЗЕРОВ НА ФОРМУ И ГЛУБИНУ
РАЗРУШАЕМОЙ ПОВЕРХНОСТИ МЕТАЛЛА
На основе модельных представлений о взаимодействии лазерного излучения с металлами представлены ре-
зультаты расчетно-теоретического исследования влияния длины волны излучения λ с круговой поляризацией
пучка на форму разрушаемой поверхности листовой нержавеющей стали при варьировании мощности лазера и
толщины материала. Особое внимание уделено сравнительному анализу эффективности разрушения металла
при лазерной резке газовым (СО2 с λ = 10,6 мкм) и волоконным (λ = 1,07 мкм) лазерами, широко используемыми
в настоящее время в лазерных технологических комплексах по раскрою различных листовых материалов.
Ключевые слова: лазерная резка, металл, поглощение излучения, длина волны, форма реза, моделирование.
Введение скорость резки тонких листов металла по
сравнению с CO2-лазерами той же мощно-
Физическая картина разделения листо- сти [2; 3]. С увеличением толщины мате-
вых материалов лазерным излучением весь- риала такого превосходства не наблюдается,
ма сложна. Оптимизация процесса возмож- СО2-лазер по-прежнему остается непре-
на только на основе глубокого понимания взойденным по эффективности резки как
физических процессов и их взаимодействия. углеродистых сталей, разрезаемых в струе
Процесс разрушения лазером металла зави- кислорода, так и нержавеющей стали, а также
сит от количества образовавшегося распла- других металлов, разрезаемых в атмосфере
ва, его температуры, скорости плавления и инертных газов. Причины такого превос-
испарения. Изменяя параметры излучения: ходства CO2-лазеров над волоконными ла-
плотность мощности, диаметр пучка, его зерами не совсем понятны.
фокусировку и время воздействия на по- Качество лазерной резки характеризуется
верхность металла, можно управлять этим величиной шероховатости кромки реза.
процессом. В большинстве лазерных техно- Сравнения результатов экспериментальных
логических комплексов используется СО2- исследований образцов после лазерной рез-
лазер, но в последнее время все более широ- ки обоих типов лазеров не дают полного
кое применение для лазерной резки метал- объяснения причин различия в качестве. На
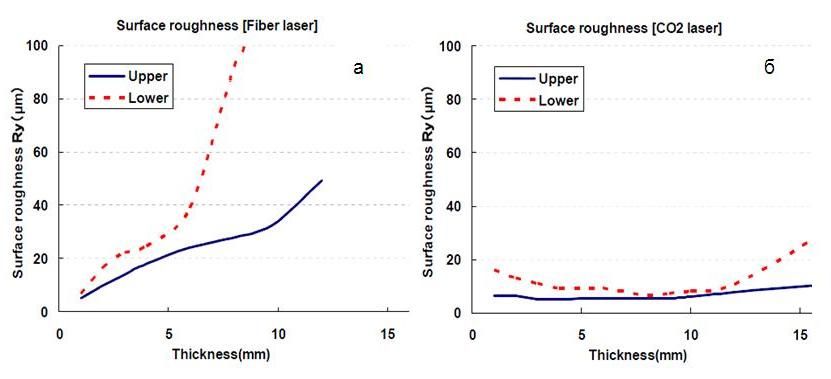
лов находят волоконные лазеры, которые рис. 1, 2 показано сравнение шероховатости
характеризуются высокой мощностью излу- поверхности для двух типов лазеров, вы-
чения, надежностью и низкой стоимостью полненные Институтом сварки (Великобри-
[1–3]. Характеристики излучения волокон- тания) [4] и компанией «Mitsubishi» (Япо-
ных лазеров позволяют до 3 раз увеличить ния) [5]. В диапазоне толщин, показанных
Зайцев А. В., Ковалев О. Б., Смирнова Е. М. Анализ влияния характеристик излучения газового (CO2) и воло-
конного лазеров на форму и глубину разрушаемой поверхности металла // Вестн. Новосиб. гос. ун-та. Серия: Фи-
зика. 2014. Т. 9, вып. 1. С. 62–69.
ISSN 1818-7994. ¬ÂÒÚÌËÍ Õ√”. –Âрˡ: ‘ËÁË͇. 2014. “ÓÏ 9, ‚˚ÔÛÒÍ 1
© ¿. ¬. «‡ÈˆÂ‚, Œ. ¡. Ó‚‡Î‚, ≈. Ã. –ÏËрÌÓ‚‡, 2014
«‡ÈˆÂ‚ ¿. ¬. Ë ‰р. ¿Ì‡ÎËÁ ı‡р‡ÍÚÂрËÒÚËÍ ËÁÎÛ˜ÂÌˡ „‡ÁÓ‚Ó„Ó (CO2) Ë ‚ÓÎÓÍÓÌÌÓ„Ó Î‡ÁÂрÓ‚ 63 Рис. 1. Зависимость величины шероховатости кромки реза от толщины листовой нержавею- щей стали при лазерной резки CO2- и волокон- ным лазерами (данные Welding Institute, UK [4]) Рис. 2. Влияние толщины материала (нержавеющая сталь) на шероховатость поверхности кромки реза для (а) во- локонного лазера и (б) газового СО2-лазера. Сплошная линия отвечает верхней, а пунктирная нижней части кром- ки реза (данные Mitsubishi, Japan [5]) на рисунках, величина шероховатости кромки точки зрения величина шероховатости кром- реза остается низкой для СО2-лазера, однако ки реза для листов нержавеющей стали тол- для волоконного лазера шероховатость щиной меньше 4 мм оказывается примерно кромки реза имеет устойчивый рост по мере одинаковой для обоих типов лазеров. Экви- роста толщины материала, особенно это за- валентное качество реза для СО2- и волокон- метно в нижней части реза (см. рис. 2). ного лазеров наблюдается в диапазоне тол- На интенсивность нагрева и разрушения щин 6–8 мм. Однако при дальнейшем поверхности большое влияние оказывает повышении толщины материала качество поглощательная способность металлов, ко- резки волоконным лазером заметно падает торая зависит от многих факторов, в том по сравнению с СО2-лазером (см. рис. 2). числе от температуры поверхности, длины В данной работе на основе физико-мате- волны и др. матических моделей [6–10] проведено чис- Достижимое качество лазерной резки не- ленное исследование влияние длины волны ржавеющей стали для волоконных лазеров излучения (10,6 мкм для СО2-лазера и ограничивается толщиной 6–9 мм. Это хуже, 1,07 мкм для волоконного лазера) на макси- чем качество резки СО2-лазерами при прочих мальную глубину и форму поверхности раз- равных условиях (рис. 3). С практической рушаемого материала.
64 ‘ËÁË͇ ÊˉÍÓÒÚË, ÌÂÈÚр‡Î¸Ì˚ı Ë ËÓÌËÁÓ‚‡ÌÌ˚ı „‡ÁÓ‚
а б
Рис. 3. Волоконные лазеры (а) значительно уступают газовым СО2-лазерам (б) по качеству
поверхности кромки реза при лазерной резке нержавеющей стали. Толщина материала 9 мм (а, б);
скорость резки, м/мин: 0,6 (а), 1,0 (б) (данные Mitsubishi, Japan [5])
Постановка задачи материалом. Изменение поверхности будем
наблюдать в системе координат, связанной с
Проблема моделирования лазерной резки лазерным лучом:
металлов осложнена многообразием взаи- 2 2
zm z z z
мосвязанных физических процессов, поэто- Vc m Vn 1 m m ,
му детальное их описание в сопряженной t x x y
трехмерной постановке чрезвычайно за- (1)
труднено. В известных на эту тему работах где Vn – нормальная компонента скорости
для определения оптимальных характери- разрушения поверхности под действием ла-
стик излучения обычно используют модель, зерного излучения; Vc – скорость движения
в которой делается предположение о том,
луча постоянна и направлена по оси Ох.
что вся поглощенная лазерная энергия идет
Скорость движения фронта плавления, а в
на плавление металла, а расплавленный ме-
нашем случае это и есть скорость разруше-
талл почти весь мгновенно удаляется [9–10].
ния материала, записывается в виде
На практике таких условий можно достичь
Vn ( x, y, t ) Q( x, y, t ) / G,
при большой скорости резки и идеальной
работе газовой струи. В таком случае мате- G m cs (Tm T0 ) H m ,
матическая модель лазерной резки сводится Q( x, y, t ) A( ) I x, y, zm ( x, y, t ) cos ,
к решению уравнения кинематической со-
2 2
вместности точек разрушаемой поверхности z z
[9]. Следует отметить, что в рамках данных cos 1 1 m m ,
x y
моделей [6–12] не удается давать какие-
либо прогнозы по качеству лазерного реза, где Q( x, y, t ) – поток поглощенной энергии
определять величину шероховатости его излучения, G – энергия необходимая для
поверхности, которая связана в первую оче- нагрева и плавления единицы объема ме-
редь с течением пленки расплава. талла, A( ) – коэффициент поглощения из-
Согласно [9; 10], будем считать, что раз- лучения, I ( x, y, z ) – плотность интенсивно-
рушаемую лазером поверхность можно оп- сти излучения, – угол падения излучения.
ределить как функцию
Рассматривается постоянно действующее
( x, y, z, t ) z zm ( x, y, t ) 0, излучение лазера, плотность интенсивности
где в начальный момент времени нижнее которого описывается распределением Га-
полупространство (z ≤ 0) полностью занято усса, что соответствует TEM00-моде [13]: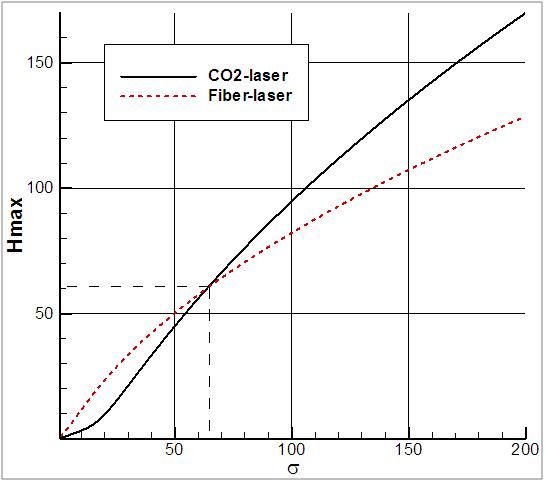
«‡ÈˆÂ‚ ¿. ¬. Ë ‰р. ¿Ì‡ÎËÁ ı‡р‡ÍÚÂрËÒÚËÍ ËÁÎÛ˜ÂÌˡ „‡ÁÓ‚Ó„Ó (CO2) Ë ‚ÓÎÓÍÓÌÌÓ„Ó Î‡ÁÂрÓ‚ 65
2W 2r 2
I ( x, y , z ) exp 2 ,
2z z
z z f 0
2
z
2
, r x2 y 2 ,
0
0
где W мощность излучения; z f – расстоя-
ние от плоскости z = 0 до фокальной по-
верхности; 0 – радиус пучка в фокальной
плоскости, λ – длина волны излучения. Ис-
ходная структура пучка учитывает фокуси-
ровку линзы таким образом, что центр
каустики может меняться относительно по-
верхности материала.
Рассматривается круговая поляризация
Рис. 4. Зависимости коэффициента поглощения от
излучения, согласно которой коэффициент угла падения для излучения волоконного лазера и
поглощения имеет вид СО2-лазера (нержавеющая сталь, круговая поляриза-
A( ) 1 0,5 RS ( ) RP ( ) , ция)
где для расчета коэффициентов отражения
используются формулы Френеля [14]:
2
cos N cos 1 тельно выше, чем для СО2-лазера. И только
RS ,
cos N cos 1 на небольшом участке от 86 до 90° имеет
2 место обратное отношение.
N cos cos 1 Уравнение (1) решается в безразмерном
RP ,
N cos cos 1 виде, для этого вводятся безразмерные вре-
sin N sin 1 . мя и координаты ( t tVc 0 , x x 0 ,
Здесь RS , RP – коэффициенты отражения y y 0 , m zm 0 ):
m m
для поперечной (S) и продольной (P) волн A( ) I x, y, m , (2)
излучения, 1 – угол преломления, в общем t x
где
случае комплексный.
1
Показатель преломления для металла 2 2 2
N n ik является комплексным и зави- cos 1 m m ,
x y
сит от длины волны излучения λ. Для не-
ржавеющей стали эти коэффициенты равны 2W 02Vc m H m s cs (Tm T0 ) .
N (λ = 1,07 мкм) = 5,46 + 3,96i для воло- Безразмерный параметр σ характеризует от-
конного лазера, и N (λ = 10,6 мкм) = 15,5 + ношение удвоенной мощности излучения
+ 15,1i для СО2-лазера [15]. к энергии, которую необходимо затратить
В общем случае коэффициент поглоще- на нагрев металла до температуры плавле-
ния зависит от поляризации излучения. Но в ния, а затем его расплавить.
реальных технологических процессах при-
меняется в основном круговая поляризация. Результаты расчетов
Это связано со сложностью динамического
управления плоскостью поляризации при Уравнение (2) решалось численно по яв-
поворотах режущей головки. Здесь мы бу- ной разностной схеме с использованием ме-
дем рассматривать только круговую поляри- тода установления. Форма разрушаемой по-
зацию. Зависимость коэффициента погло- верхности в рамках поставленной задачи
щения от угла падения для такого излучения описывается от верхней плоскости металли-
представлена на рис. 3. Почти при всех ческого листа z = 0 до предельной глубины
углах падения γ коэффициент поглощения разрушения материала z < 0. Основная часть
излучения для волоконного лазера значи- излучения, взаимодействуя с металлом,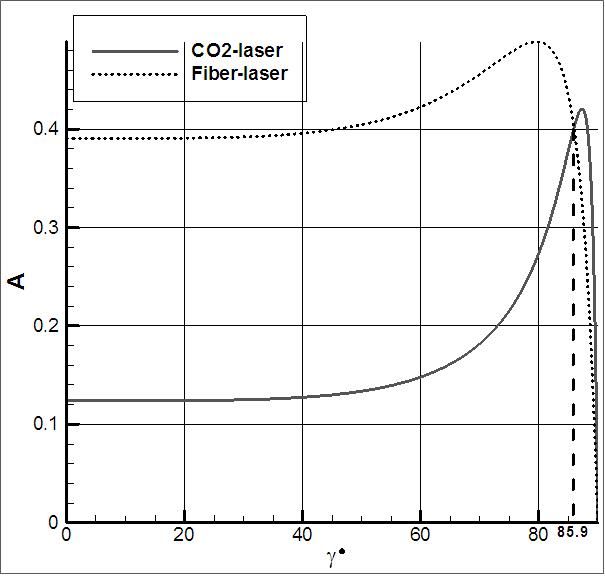
66 ‘ËÁË͇ ÊˉÍÓÒÚË, ÌÂÈÚр‡Î¸Ì˚ı Ë ËÓÌËÁÓ‚‡ÌÌ˚ı „‡ÁÓ‚
Физические свойства нержавеющей стали
Физическая величина, размерность Числовое значение
Температура плавления, K: Tm 1 700
Теплота плавления, кДж/кг: Hm 276
3
Плотность металла, кг/м :
7 870 / 6 610
твердого s / жидкого m
Удельная теплоемкость, кДж/(кгK):
0,477 / 0,810
твердого cs / жидкого cm
Комплексный коэффициент
преломления
N (λ = 1,07 мкм) 5,46 + 3,9i
N (λ = 10,6 мкм) 15,5 + 15,13i
а
б в
Рис. 5. Трехмерная поверхность лазерного разрушения материала плавлением: а – типичный 3D план поверхности
при σ = 300, СО2-лазер. Проекции на плоскость OYZ при σ = 30: б – волоконный лазер; в – СО2-лазер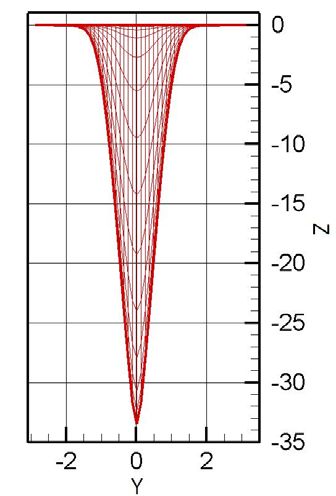
«‡ÈˆÂ‚ ¿. ¬. Ë ‰р. ¿Ì‡ÎËÁ ı‡р‡ÍÚÂрËÒÚËÍ ËÁÎÛ˜ÂÌˡ „‡ÁÓ‚Ó„Ó (CO2) Ë ‚ÓÎÓÍÓÌÌÓ„Ó Î‡ÁÂрÓ‚ 67
падает на поверхность реза под большим
углом. Главной особенностью при этом яв-
ляется сильная зависимость коэффициента
поглощения от угла падения (рис. 4). В рас-
четах использовались физические парамет-
ры нержавеющей стали, табл. 1. Типичная
картина формы образующейся поверхности
представлена на рис. 5, а. Горизонтальные
линии уровня соответствуют контуру полу-
чающейся поверхности. В проекции на ось
ОYZ (рис. 5, б, в), показаны формы поверх-
ностей при σ = 30. Минимум функции
m (t , x, y) по x, y при t соответст-
вует максимальной глубине разрушения ма-
териала H max min m (t , x, y ) . Если
Рис. 6. Зависимость безразмерной глубины разруше-
учесть, что 0 ~ 100 мкм, то максимально
ния нержавеющей стали от параметра σ для СО2- и
возможная толщина материала будет 3,5 мм волоконного лазеров с круговой поляризацией
для волоконного лазера, и 2,1 мм для СО2-
лазера (см. рис. 5, б, в).
На рис. 6 представлены результаты двух
серий вычислительных экспериментов, в ко- Заключение и выводы
торых рассчитывалась величина H max в ши-
роком диапазоне изменения параметра σ для
обоих рассматриваемых типов лазеров. В настоящее время волоконные лазеры
Из полученных результатов следует, что имеют явные преимущества перед другими
при σ > 65 максимальная глубина разруше- лазерными системами в мощности и качест-
ния материала для СО2-лазера больше, ве излучения, эффективности управления и
а значит, и эффективность его применения стоимости. В связи с этим потенциальные
выше. возможности этих лазеров, как источников
Таким образом, толщина материала, при излучения будут все более расширяться, а
сами лазеры все больше использоваться при
которой эффективность обоих лазеров оди-
лазерной обработке. Особый интерес здесь
накова, соответствует значению порядка
представляют исследования возможностей
6 мм. Этот факт косвенно согласуется с экс-
использования волоконных лазеров при рез-
периментальными данными (см. рис. 1, 2).
ке толстолистовых материалов, где СО2-ла-
Излучение с длиной волны λ = 10,6 мкм (по
зеры традиционно занимают лидирующие
сравнению с λ = 1,07 мкм) лучше поглоща- позиции.
ется в нижней части узкого канала реза, На примере численного решения задачи
проникая в канал со стенками, близкими к об образовании канала реза при лазерном
вертикальным (γ > 86°). Это объясняет, по- разрушении поверхности металла [9], про-
чему процесс резки стальных листов боль- веден сравнительный анализ эффективности
шой толщины (от 8 мм и выше) эффективнее использования для этого СО2- и волоконно-
производить CO2-лазером. В случае λ = 10,6 го лазеров, имеющих круговую поляриза-
мкм больше лазерной энергии поглощается цию пучка и различные длины волн излуче-
в нижней части канала реза. Это способст- ния: 10,6 и 1,07 мкм соответственно.
вует еще большему его углублению и явля- Эффективность лазерного разрушения
ется определяющим при выборе типа лазера оценивалась на основе расчетных данных о
для резки более толстых материалов. пространственной форме и глубине образо-
Излучение с длиной волны λ = 1,07 мкм вавшегося разреза. К сожалению, рассмат-
лучше поглощается при малых углах паде- риваемые модели [10–12] не позволяют мо-
ния, что происходит в верхней части по- делировать образование шероховатости и
верхности реза. По этой причине лазерная напрямую прогнозировать качество лазер-
резка тонких листов металлов более эффек- ного реза, которому так много уделяется
тивна волоконным лазером. внимания на практике и в экспериментах.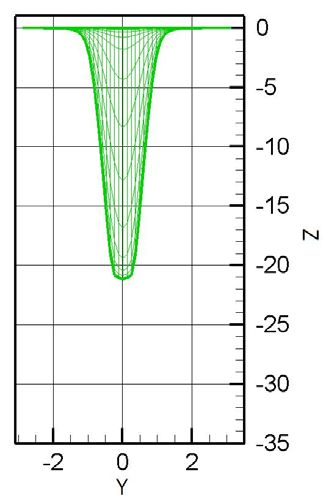
68 ‘ËÁË͇ ÊˉÍÓÒÚË, ÌÂÈÚр‡Î¸Ì˚ı Ë ËÓÌËÁÓ‚‡ÌÌ˚ı „‡ÁÓ‚
Однако результаты проведенных расче- comparison-of-fiber-laser-and-co2-laser-
тов максимальной глубины разрушения cutting.
стальной подложки (см. рис. 6) имеют впол- 5. Fiber Laser vs CO2 Laser Comparison of
не определенный диапазон максимальной Processing Property (Mitsubishi Change for the
толщины материала, которая на качествен- Better). Oct. 19, 2012. URL: http://www.ailu.
ном уровне характеризует эффективность org.uk/assets/document/adverts/ Mitsubishi1.pdf.
использования того или другого типа лазе- 6. Ковалев О. Б., Оришич А. М., Фо-
ра. Оказалось, что эти данные хорошо кор- мин В. М., Шулятьев В. Б. Сопряженные
релирует с данными экспериментов по ше- задачи механики сплошных сред в процес-
роховатости кромки реза (см. рис. 1, 2). сах газолазерной резки металлов // При-
Теоретические оценки эффективного по- кладная механика и техническая физика.
глощения излучения на фронте лазерного 2001. Т. 42, № 6. С. 106–116.
реза говорят о том, что более короткая 7. Ковалев О. Б., Зайцев А. В. Моделиро-
длинна волны волоконных лазеров выгодна вание формы свободной поверхности при
прежде всего для резки тонких листов ста- лазерной резке металлов. 1. Влияние поля-
ли, тогда как СО2-лазер больше подходит ризации гауссова пучка на форму образую-
для резки толстых материалов. Этот удиви- щейся поверхности // ПМТФ. 2004. Т. 45,
тельный результат является следствием по- № 6. С. 169–177.
ведения кривых зависимостей коэффициен- 8. Ковалев О. Б., Зайцев А. В. Моделиро-
та поглощения от угла падения излучения вание формы свободной поверхности при
(см. рис. 4, где можно видеть существенные лазерной резке металлов. 2. Модель много-
количественные различия в коэффициентах кратного отражения и поглощения излуче-
поглощения для соответствующих длин ния // ПМТФ. 2005. Т. 46, № 1. С. 16–20.
волн обоих лазеров как функции угла паде- 9. Зайцев А. В., Ковалев О. Б., Смирно-
ния). Особенно это существенно в нижней ва Е. М. Сравнительный анализ характери-
части реза, где угол падения излучения бли- стик излучения волоконного и СО2 лазеров
зок к 90. на форму и глубину образующейся поверх-
Таким образом, одной из главных при- ности металла при лазерной резке // Взаи-
чин, определяющих резкое повышение ше- модействие высококонцентрированных
роховатости реза при использовании воло- потоков энергии с материалами в перспек-
конного лазера, является недостаточное тивных технологиях и медицине: Сб. докл.
поглощение энергии лазерного излучения в IV Всерос. конф. Новосибирск: Нонпарель,
нижней части реза. 2011. С. 94–97.
10. Zaitsev A. V., Gurin A. M., Ermola-
ev G. V. Numerical Simulation of Cut Kerf
Список литературы Formation under the Influence of CO2 and Fi-
ber Lasers // 31th International Congress on
Applications of Lasers & Electro-optics. Pro-
1. Бертолотти М. История лазера. Дол- ceedings. Anaheim, CA, USA, 2012. Paper
гопрудный: Интеллект, 2011. 1902. Р. 650–653.
2. Панченко В. Я., Голубев В. С., Василь- 11. NizievV. G., Nesterov A. V. Influence
цов В. В. и др. Лазерные технологии обра- of Beam Polarization on Laser Cutting Effi-
ботки материалов: современные проблемы ciency // J. Phys. D: Appl. Phys. 1999. Vol. 32.
фундаментальных исследований и приклад- Р. 1455–1461.
ных разработок / Под ред. В. Я. Панченко. 12. Нестеров А. В., Низьев В. Г. Осо-
М.: Физматлиз, 2009. 664 с. бенности резки металлов лазерным лучом с
3. Steen W. M., Mazumder J. Laser Materi- осесимметричной поляризацией // Изв. РАН.
al Processing. L.: Springer-Verlag Ltd, 2010. Сер. Физ. 1999. Т. 63, № 10. С. 2039–2046.
4. Powell J., Kaplan A. A Technical and 13. Mahrle A., Beyer E. Theoretical As-
Commercial Comparison of Fiber Laser and pects of Fiber Laser Cutting // J. Phys. D: Appl.
CO2 Laser Cutting // Laser Institute of Ameri- Phys. 2009. Vol. 42. Р. 175507.
ca. September 22, 2013. URL: http://www.lia. 14. Modest M. F. Reflectivity and Absorp-
org/blog/2013/09/a-technical-and-commercial- tivity of Opaque Surfaces // LIA Handbook of«‡ÈˆÂ‚ ¿. ¬. Ë ‰р. ¿Ì‡ÎËÁ ı‡р‡ÍÚÂрËÒÚËÍ ËÁÎÛ˜ÂÌˡ „‡ÁÓ‚Ó„Ó (CO2) Ë ‚ÓÎÓÍÓÌÌÓ„Ó Î‡ÁÂрÓ‚ 69
Laser Materials Processinged / Eds. J F Ready, 16. Ораевский А. Н. Гауссовы пучки
D. F. Farson. Orlando, FL: Magnolia Publ., и оптические резонаторы // Тр. Физ. ин-та
2001. Р. 175–81. им. П. Н. Лебедева. М.: Наука, 1988. Т. 187.
15. Яковлев В. И. Классическая электро- С. 3–59.
динамика. Новосибирск, 2009. Ч. 2: Элек-
тромагнитные волны. Материал поступил в редколлегию 14.01.2014
A. V. Zaitsev, O. B. Kovalev, E. M. Smirnova
THE ANALYSIS OF INFLUENCE OF CHARACTERISTICS OF RADIATION OF CO2
AND FIBER LASERS ON THE FORM AND DEPTH OF THE DESTROYED SURFACE OF А METAL
On the basis of model ideas of interaction of laser radiation with metals the results of theoretical and research of influ-
ence of radiation wave length with circular polarization of a laser beam on a form of a destroyed surface of stainless steel
sheet at a variation of laser power and material thickness are presented. The special attention is paid to the comparative
analysis of efficiency of destruction of metal at CO2 laser (with λ = 10.6мкм), and fiber laser (with λ = 1.07мкм), which
widely now in use in technological complexes on laser cutting of various sheet materials.
Keywords: the laser cutting, metal, radiation absorption, wave length, a cut form, modeling.Вы также можете почитать