A7 MIG Welder - RU - Kemppi Userdoc
←
→
Транскрипция содержимого страницы
Если ваш браузер не отображает страницу правильно, пожалуйста, читайте содержимое страницы ниже
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ RU
1920300
2002
350, 450
A7 MIG Welder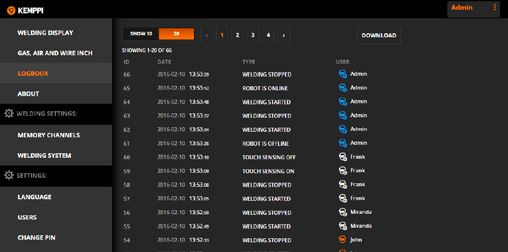
СОДЕРЖАНИЕ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
1. Введение. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 4 4.3.11 Настройки — Резервное копирование, восстановление и сброс. . .............. 36
4.3.12 Настройки — Лицензии........................................................................ 36
2. Монтаж.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 5
4.4 Идентификация пользователя.............................................................. 37
3. Обзор системы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 6 4.4.1 Обзор................................................................................................. 37
3.1 Источник питания.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 6 4.4.2 Включение системы идентификации пользователей................................ 38
3.2 Интерфейсный блок робота. . . . . . . . . . . . . . . . . . . ................................................. 7 4.4.3 Создание новых пользователей............................................................. 38
3.3 Пользовательские интерфейсы. . . . . . . . . . . . . ................................................. 8 4.4.4 Удаление пользователя. . ....................................................................... 39
3.4 Механизм подачи проволоки A7 MIG Wire Feeder 25........................... 9 4.4.5 Изменение роли пользователя.............................................................. 39
3.5 Горелки MIG.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 11 4.4.6 Изменение имени пользователя............................................................ 39
3.6 Блок охлаждения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 12 4.4.7 Изменение PIN-кода............................................................................. 39
4. Использование сварочной системы. . ..................................... 13 4.4.8 Сброс PIN-кода.................................................................................... 40
4.1 Основные элементы управления. . . . . . . . . . ............................................... 13 4.4.9 Вход в систему, выход из системы, переключение активного пользователя.40
4.2 Панель настройки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 13 4.5 Датчик касания (поиск шва).................................................................. 41
4.2.1 Функции кнопок. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 14 4.5.1 Источник напряжения, уровни и безопасность........................................ 43
4.2.2 Главное меню. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 15 4.5.2 Инструмент датчика касания................................................................. 44
4.2.3 Мастер каналов памяти. . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 15 4.5.3 Быстрый выход состояния. . ................................................................... 44
4.2.4 User settings (Настройки пользователя).. . . ............................................... 21 4.5.4 Выбор выходного напряжения.............................................................. 44
4.2.5 Настройки сварочной системы. . . . . . . . . . . . . . . ............................................... 21 4.5.5 Настройка конфигурации инструмента датчика касания. . ......................... 45
4.2.6 Проверки системы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 24 4.6 Through Arc Seam Tracking (TAST)......................................................... 45
4.2.7 Настройки робота. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 25 4.7 Датчик столкновений. . ........................................................................... 46
4.3 Пользовательский веб-интерфейс. . . . . . . . ............................................... 28 4.7.1 Включение и отключение датчика столкновений..................................... 47
4.3.1 Отображение параметров сварки. . . . . . . . . . . ............................................... 29 4.7.2 Выбор типа датчика. . ............................................................................ 47
4.3.2 Газ, воздух и протяжка проволоки.. . . . . . . . . . ............................................... 29 4.7.3 Выбор полярности выхода.................................................................... 47
4.3.3 Журнал. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 30 4.8 Механизм подачи проволоки............................................................... 48
4.3.4 О программе. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 30 4.8.1 Загрузка присадочной проволоки ......................................................... 48
4.3.5 Настройки режима сварки — Каналы памяти.......................................... 30 4.9 Измерение параметров дуги.. ............................................................... 52
4.3.6 Настройки — Язык. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 34 4.9.1 Настройка и калибровка....................................................................... 52
4.3.7 Настройки — Пользователи. . . . . . . . . . . . . . . . . . . ............................................... 34 4.9.2 Отображение.. ..................................................................................... 52
4.3.8 Настройки — Изменить PIN-код. . . . . . . . . . . . . . ............................................... 34 4.10 Датчик расхода газа............................................................................... 53
4.3.9 Настройки — Fieldbus.. . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 35 4.10.1 Управление включением/отключением.................................................. 53
4.3.10 Настройки — Сеть.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 35 4.10.2 Уровень обнаружения расхода газа. . ...................................................... 53
4.10.3 Настройка газовой смеси...................................................................... 54
© Kemppi Oy 2020 2 A7 MIG Welder 2002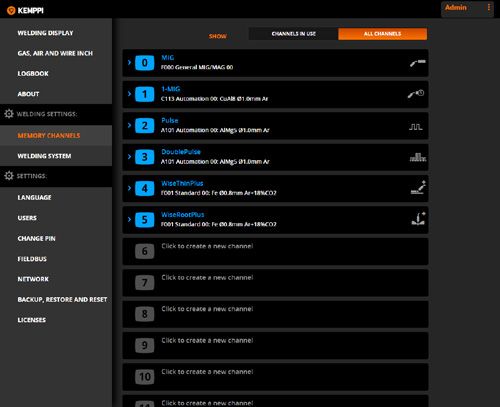
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
5. Поиск и устранение неисправностей.................................... 55
5.1 Типичные проблемы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 55
5.2 Коды ошибок.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 56
5.2.1 Ошибки источника питания.. . . . . . . . . . . . . . . . . . . ............................................... 56
5.2.2 Ошибки блока охлаждения. . . . . . . . . . . . . . . . . . . . ............................................... 57
5.2.3 Ошибки механизма подачи проволоки. . . . ............................................... 58
5.2.4 Ошибки сварочной кривой. . . . . . . . . . . . . . . . . . . . ............................................... 58
5.2.5 Ошибки интерфейса робота. . . . . . . . . . . . . . . . . . . ............................................... 59
6. Неисправности в ходе эксплуатации..................................... 60
7. Техническое обслуживание.. . . . . . . . ............................................... 61
7.1 Ежедневное техническое обслуживание............................................ 61
7.2 Периодическое техническое обслуживание...................................... 61
7.3 Техническое обслуживание в сервисных центрах............................. 61
8. Утилизация. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 62
9. Номера для заказа. . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 62
10. Технические характеристики.. . . . . ............................................... 63
© Kemppi Oy 2020 3 A7 MIG Welder 2002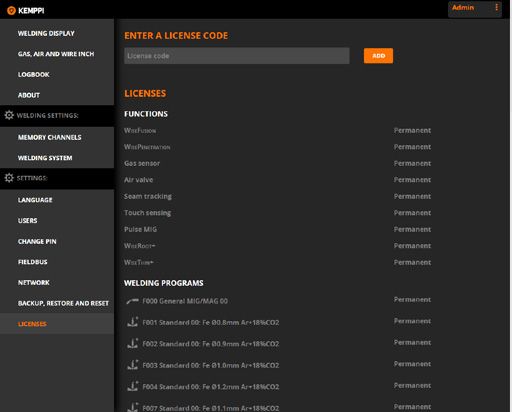
1. ВВЕДЕНИЕ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Поздравляем с выбором системы A7 MIG Welder. При Важно
правильной эксплуатации оборудование Kemppi спо- Некоторые разделы данной инструкции помечены по-
собно значительно повысить производительность сва- казанными ниже символами. На эти разделы следует
рочных работ и обеспечить долгосрочную экономию. обратить особое внимание, поскольку эти сведения
позволят снизить вероятность повреждения оборудо-
В данной инструкции содержатся важные сведения вания и травматизма персонала. Внимательно прочи-
по эксплуатации, техническому обслуживанию и тех- тайте эти разделы и строго соблюдайте содержащиеся
нике безопасности приобретенного вами оборудова- в них указания.
ния производства компании Kemppi. В конце данной
инструкции приведены технические характеристики Примечание: Предоставляет пользователю
оборудования. полезную информацию.
Предостережение: Описывает ситуацию,
Внимательно прочитайте инструкцию, прежде чем
которая может привести к повреждению
приступать к работе с данным оборудованием. В целях
оборудования или системы.
вашей собственной безопасности, а также сохранно-
сти оборудования, следует уделить особое внимание Предупреждение: Описывает потенциально
указаниям по технике безопасности, содержащимся в опасную ситуацию. Если ее не устранить, она
данной инструкции. приведет к телесному повреждению или смертельной
травме.
Чтобы получить более подробную информацию об
оборудовании Kemppi, обратитесь в компанию Kemppi Заявление об ограничении ответственности
Oy, к официальному дилеру компании или посетите
веб-сайт www.kemppi.com. Несмотря на то, что для обеспечения точности и пол- Сервер пользовательского веб-интерфейса, который
ноты сведений, изложенных в этой инструкции, были находится в интерфейсном блоке робота, предназна-
Приведенные в данной инструкции технические ха- приложены все усилия, компания не несет ответствен- чен для использования только для соединения точ-
рактеристики могут быть изменены без предваритель- ности за возможные ошибки и упущения. Компания ка-точка с одним авторизованным компьютером. С
ного уведомления. Kemppi оставляет за собой право изменять техни- целью обеспечения конфиденциальности не рекомен-
ческие характеристики описанного оборудования дуется подключать систему A7 MIG Welder к любой об-
в любое время без предварительного уведомления. щедоступной или внутренней сети. Компания Kemppi
Запрещается копирование, запись, воспроизведение не несет ответственности за ошибки и повреждения,
или передача содержимого данного руководства без вызванные несоблюдением этой рекомендации.
предварительного согласия компании Kemppi.
© Kemppi Oy 2020 4 A7 MIG Welder 2002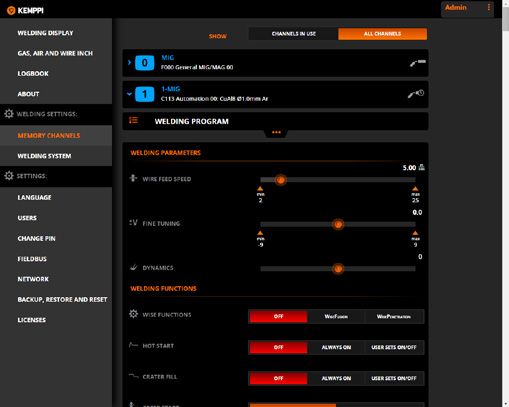
2. МОНТАЖ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Оборудование упаковано в специальные коробки для
транспортировки. Однако предварительно следует
обязательно убедиться в том, что оборудование не
было повреждено во время транспортировки.
Упаковка оборудования подлежит переработке. Размещение оборудования
При перемещении сварочного аппарата ни Оборудование должно быть установлено на прочной
в коем случае не тяните аппарат за сварочную горизонтальной сухой поверхности, которая предот-
горелку или за кабели. Для подъема источника вращает попадание пыли и других загрязнений в воз-
питания и интерфейсного блока робота используйте душные потоки, охлаждающие оборудование. Жела-
углубления на обоих торцах интерфейсного блока тельно размещать оборудование на соответствующей
робота. тележке, чтобы оно находилось выше уровня пола.
• Наклон основания не должен превышать
Подробные указания по монтажу и техническая
15 градусов.
информация, которые выходят за рамки данной
• Обеспечьте свободную циркуляцию
инструкции, приведены в Руководстве по интеграции
охлаждающего воздуха. Свободное
системы A7 MIG Welder.
пространство вокруг передней и задней
сторон оборудования должно быть не менее
Условия эксплуатации 20 см, что необходимо для циркуляции
Оборудование, входящее в состав системы, пригодно охлаждающего воздуха.
для использования как в помещении, так и на улице. • Оборудование должно быть защищено от
Обязательно убедитесь в том, что вентиляционные от- сильного дождя и прямых солнечных лучей.
верстия аппарата не заблокированы. Рекомендуемая
рабочая температура: от -20 до +40 °С. Не работайте с оборудованием под дождем.
Ни в коем случае не направляйте на оборудование
искры от шлифовальной машинки.
© Kemppi Oy 2020 5 A7 MIG Welder 2002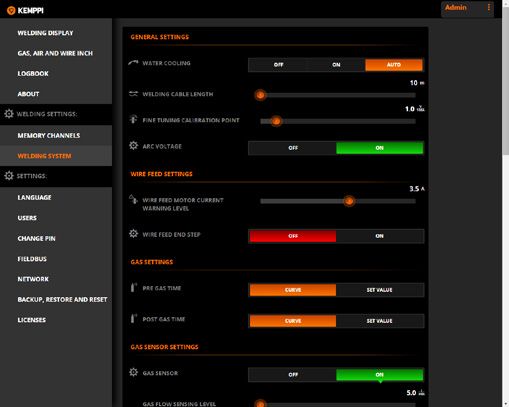
3. ОБЗОР СИСТЕМЫ 3.1 Источник питания
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Система A7 MIG Welder Источник питания A7 MIG Power Source 350/450
12
3 4
6
1
2
10
3
1 2 6,3A
8
4 V
7 11
5
5 6 9
Рисунок 3.2 Источник питания, вид спереди и сзади
Рисунок 3.1 Система A7 MIG Welder
1. Панель настройки 7. Разъем кабеля управления
1. Источник питания
2. Главный выключатель 8. Предохранитель (6,3 А, с задержкой
2. Интерфейсный блок робота
3. Индикатор питания (ВКЛ./ОТКЛ.) срабатывания)
3. Механизм подачи проволоки
4. Индикатор перегрева 9. Разъем кабеля управления
4. Горелка MIG
5. Разъем сварочного кабеля, 10. Сетевой кабель
5. Блок охлаждения (дополнительная
отрицательный полюс ( – ) 11. Разъем измерительного кабеля
принадлежность)
6. Разъем сварочного кабеля, 12. Интерфейсный блок робота
6. Комплект соединительных кабелей
положительный полюс ( + )
Источник питания A7 MIG Power Source 350/450 предназначен для применения в профессиональном
сварочном производстве. Источник питания пригоден для импульсной сварки MIG/MAG, 1-MIG, а
также для процессов WiseRoot+ и WiseThin+.
© Kemppi Oy 2020 6 A7 MIG Welder 2002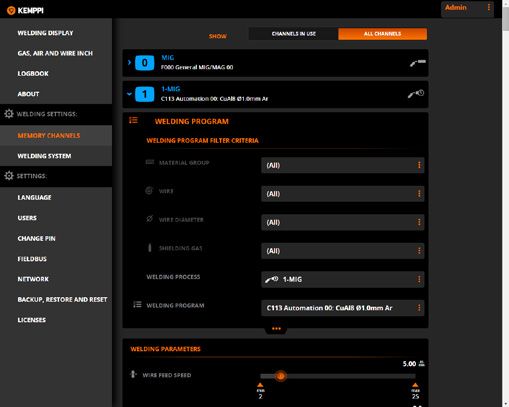
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
3.2 Интерфейсный блок робота
Интерфейсный блок робота A7 MIG
3
7
1
5
6
2
4
Рисунок 3.3 Соединения интерфейсного блока робота
Интерфейсный блок робота, установленный на источ-
1. Гнездо модуля промышленной шины
нике питания, обеспечивает связь с роботом и все
2. Модуль Anybus CompactCom M30 необходимые подключения для интеграции со сва-
3. Соединение Ethernet для пользовательского рочным модулем. Кроме того, он имеет встроенный
веб-интерфейса веб-сервер, который предоставляет пользовательский
4. Быстрый выход датчика касания веб-интерфейс для простого управления сваркой и на-
5. Вход аварийной остановки стройки параметров посредством любого устройства,
6. Вход дверного выключателя оборудованного интернет-браузером, включая под-
7. Разъем кабеля управления механизма подачи весные пульты обучения роботов.
проволоки
Информация о подключении кабелей к интерфейсно-
му блоку робота приведена в Руководстве по интегра-
ции системы A7 MIG Welder.
© Kemppi Oy 2020 7 A7 MIG Welder 2002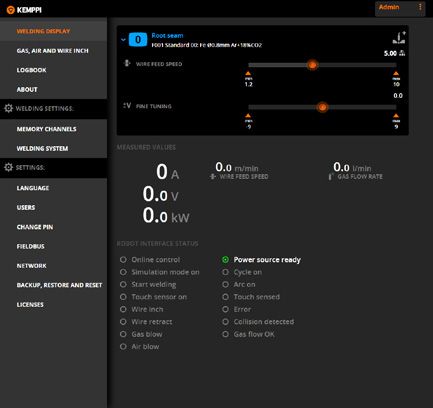
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
3.3 Пользовательские интерфейсы
Система A7 MIG Welder оборудована двумя встроенны- Панель настройки включает дисплей меню, экранные
ми пользовательскими интерфейсами с возможностью клавиши и регулятор для простой навигации и управ-
настройки и управления системой: панелью настройки ления. Более подробная информация приведена в раз-
и пользовательским веб-интерфейсом. деле 4.2, «Панель настройки».
Пользовательский веб-интерфейс необходим для Пользовательский веб-интерфейс
настройки промышленной шины. Функции настройки
конфигурации промышленной шины недоступны 1 2 3
на панели настройки. Описание конфигурации
промышленной шины приведено в Руководстве по
4 5
интеграции системы A7 MIG Welder.
Панель настройки
1 7
5
8 3 8
2
4
6
Рисунок 3.5 Внешний вид пользовательского веб-
интерфейса Пользовательский веб-интерфейс представляет собой
6 6 6 веб-сайт, находящийся на сетевом сервере в интерфей-
1. Боковая панель меню
Рисунок 14 Внешний вид панели настройки сном блоке робота. Доступ к нему можно получить с
2. Фрейм содержимого
помощью любого интернет-браузера, поддерживаю-
1. Кнопка питания 3. Текущий пользователь / выход пользователя
щего отображение динамических веб-страниц. Поль-
2. Переключатель канала памяти (-/+) 4. Параметры настройки
зовательский веб-интерфейс можно использовать для
3. Кнопка MENU 5. Элементы управления настройками управления сварочной системой и всеми ее параме-
4. Кнопки со стрелками вверх-вниз 6. Всплывающая панель (в нормальном состоянии трами настройки. Более подробная информация при-
5. Регулятор скрыта) ведена в разделе 4.3, «Пользовательский веб-интер-
6. Клавиши быстрого выбора команд меню фейс».
7. ЖК-дисплей
8. Экранные клавиши
© Kemppi Oy 2020 8 A7 MIG Welder 2002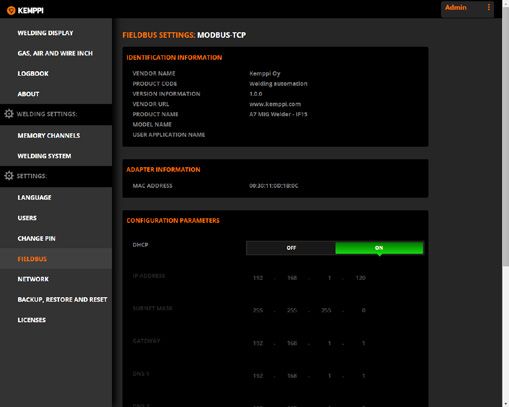
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
3.4 Механизм подачи проволоки
A7 MIG Wire Feeder 25
Механизм подачи проволоки A7 MIG Wire Feeder
25
1 2
3 5
4 8 9 13 14
7 10 15 16
11 6
12
Рисунок 3.6 Механизм подачи проволоки – вид спереди
1. Разъем типа Euro для сварочной горелки
Рисунок 3.7 Механизм подачи проволоки – вид сзади Рисунок 3.8 Механизм подачи проволоки – крышка
2. Выходной разъем сжатого воздуха
5. Проволокоподающий механизм GT04T 13. Кнопка проверки подачи газа
3. Разъем моторизированной сварочной горелки и
6. Прозрачная крышка 14. Кнопка продувки воздухом
периферийного оборудования
7. Разъем кабеля управления механизма подачи 15. Кнопка втягивания проволоки
4. Вход сварочного тока (+)
проволоки 16. Кнопка протяжки проволоки
8. Входной разъем сжатого воздуха
9. Входной разъем защитного газа A7 MIG Wire Feeder 25 представляет собой надежный
10. Разъем измерительного кабеля для источника и мощный механизм подачи проволоки, предназна-
питания ченный для автоматизации сварки. Более подробная
11. Разъем измерительного кабеля для зажима информация об использовании механизма подачи
заготовки проволоки и его функций приведена в разделе 4.7,
12. Разъем направляющего канала «Механизм подачи проволоки».
© Kemppi Oy 2020 9 A7 MIG Welder 2002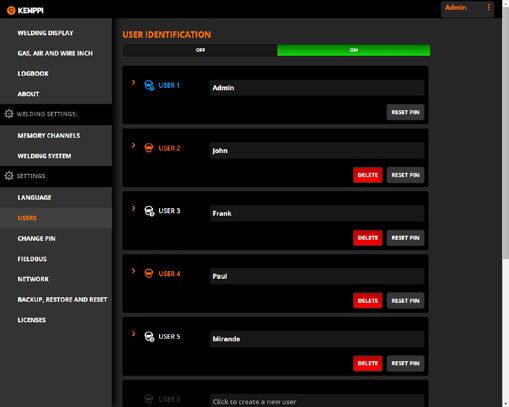
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Узел соединительных кабелей для механизма подачи проволоки
D
A А
B F
C
D
E
E
F
Рисунок 3.9 Комплект соединительных кабелей
A. Измерительный кабель
B. Шланг охлаждения (красный, от горелки)
C. Шланг охлаждения (синий, к горелке)
D. Шланг подачи защитного газа
E. Сварочный кабель
F. Кабель управления
Шланги охлаждения B и C проходят снаружи механизма подачи
проволоки.
Более подробная информация о подключении механизма подачи проволоки
приведена в Руководстве по интеграции системы A7 Welder.
© Kemppi Oy 2020 10 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
3.5 Горелки MIG
Горелка A7 MIG Gun 500-g Горелка A7 MIG Welding Gun 500-w Крепления для робота
3
2 Горелки A7 MIG Gun 500-w и 500-g устанавливаются на
сварочный робот с использованием специальных кре-
1 4 плений для роботов. Доступны три типа креплений для
1
робота: тип 1, тип 2 и тип 3.
4
5 2
Рисунок 3.10 Горелка A7 MIG Gun 500-g
1. Шейка горелки
2. Соединительный модуль 3
3. Узел шланга
4. Разъем сварочной горелки
5. Крепление для робота Рисунок 3.11 Горелка A7 MIG Gun 500-w Рисунок 3.12 Крепление для робота типа T1
1. Шейка горелки
Горелка A7 MIG Gun 500-g используется для сварки в 2. Узел шланга Крепление для робота типа 1 служит для установки
среде инертных газов (MIG) или активных газов (MAG). 3. Крепление для робота сварочной горелки в точном положении. Крепление
Эта модель оборудована газовым охлаждением и мо- 4. Крепление крепится к роботу с помощью цилиндрических винтов
жет применяться во всех положениях сварки. и фланца робота.
Горелка A7 MIG Gun 500-w используется для сварки в
среде инертных газов (MIG) или активных газов (MAG).
Эта модель оборудована водяным охлаждением и мо-
жет применяться во всех положениях сварки.
Рисунок 3.13 Крепление для робота типа T2
Крепление для робота типа 2 служит для соединения
робота и сварочной горелки. Оно регулируется в трех
измерениях и допускает адаптацию для всех типов ро-
ботов и манипуляторов посредством фланца робота.
© Kemppi Oy 2020 11 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
3.6 Блок охлаждения
Блок охлаждения A7 Cooler
5
3 4
6
1
7
2
Рисунок 3.14 Крепление для робота типа T3
Крепление для робота типа 3 представляет собой сед-
ло горелки без встроенной защиты от столкновений.
Защита от столкновений или выключение робота воз-
можно только посредством управления робота.
Информация о сборке и установке горелок A7 MIG при-
ведена в Инструкции по эксплуатации горелки A7 MIG
Gun 500-g, Инструкции по эксплуатации горелки A7
Рисунок 3.15 Блок охлаждения
MIG Gun 500-w и Руководстве по интеграции системы
A7 MIG Welder. 1. Переключатель проверки
2. Заливное отверстие (на боковой панели)
Информация о совместимости и таблица 3. Индикатор перегрева
выбора приведены в отдельной Инструкции по 4. Кабель питания
эксплуатации горелки A7 MIG Gun 500-g и Инструкции 5. Кабель управления
по эксплуатации горелки A7 MIG Gun 500-w. 6. Разъем возврата охлаждающей жидкости
7. Разъем выхода охлаждающей жидкости
Блок охлаждения предназначен для автоматического и ручного сварочного оборудо-
вания и используется для охлаждения сварочной горелки с жидкостным охлаждени-
ем. Более подробная информация об установке приведена в Инструкции по эксплуа-
тации A7 Cooler.
Данный блок оборудован фильтром и реле расхода в канале возврата для обеспечения
бесперебойного охлаждения. Работу блока контролирует программное обеспечение.
Информация о параметрах конфигурации приведена в Руководстве по интеграции си-
стемы A7 MIG Welder.
© Kemppi Oy 2020 12 A7 MIG Welder 20024. ИСПОЛЬЗОВАНИЕ СВАРОЧНОЙ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
СИСТЕМЫ
4.1 Основные элементы управления 4.2 Панель настройки
Главный выключатель
1 7
При переводе выключателя питания в положение 1
загорается индикатор питания и сварочная система
запускает цикл включения питания. Система готова к
использованию, когда готова панель настройки. Всег-
да включайте и выключайте установку сетевым вы- 5
ключателем источника питания. Ни в коем случае не 8 3 8
используйте сетевой штепсельный разъем в качестве
выключателя. 2
Индикаторы 4
Индикаторы системы отражают ее рабочее состояние:
Горящий зеленый индикатор питания указывает на то,
что система включена. Горящий оранжевый индикатор
предупреждения указывает на перегрев системы. Пе-
регрев вызван повышенной нагрузкой, превышающей
номинальную продолжительность включения. Охлаж- 6 6 6
дающий вентилятор будет продолжать охлаждать си- Рисунок 4.1 Внешний вид панели настройки
стему. После выключения индикатора система будет
1. Кнопка питания
опять готова к сварке.
2. Переключатель канала памяти (-/+)
Охлаждающие вентиляторы 3. Кнопка MENU
4. Кнопки со стрелками вверх-вниз
Источник питания A7 MIG Power Source оборудован
двумя одновременно работающими охлаждающими 5. Регулятор
вентиляторами. Вентиляторы начинают работать во 6. Клавиши быстрого выбора команд меню
время сварки, когда система нагревается до рабочей 7. ЖК-дисплей
температуры, и работают в течение 1–10 минут после 8. Экранные клавиши
окончания сварки в зависимости от теплоты, выделен-
ной в ходе завершенного цикла сварки.
© Kemppi Oy 2020 13 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
4.2.1 Функции кнопок
Кнопка питания Регулятор
Сеанс текущего пользователя можно завершить пу- Регулятор позволяет изменять значения и настройки
тем нажатия и удерживания кнопки питания в течение параметров меню.
примерно 5 секунд. Для использования этой функции
система идентификации пользователей должна быть Клавиши быстрого выбора команд меню
включена и пользователь должен быть авторизован в Нажмите F1, чтобы просмотреть дополнительную ин-
системе. Если система идентификации пользователей формацию о текущем канале памяти. Дальнейшие
выключена, длительное нажатие не будет выполнять нажатия открывают последующие страницы инфор-
никаких функций. мации. Нажатие этой кнопки в меню приводит к воз-
вращению к информационному экрану канала памяти.
Нажатие этой кнопки в любом месте меню приводит к
возвращению к информационному экрану канала па- Нажмите F2, чтобы выполнить вход пользователя, ког-
мяти. При этом все несохраненные изменения будут да система идентификации пользователей включена
потеряны. и все пользователи вышли их системы. Нажатие этой
кнопки в случае, когда пользователь вошел в систему,
Переключатель канала памяти приводит к открытию меню настроек пользователя.
В системе доступны до 200 каналов памяти с номерами Если используется функция блокировки панели, дли-
от 0 до 199. Кнопки со знаками минус и плюс можно тельное нажатие (более 4 секунд) блокирует и разбло-
использовать для перехода между каналами на инфор- кирует панель настройки.
мационном экране. Если выбранный канал пуст, ото-
бражается экранная кнопка NEW, которая позволяет Нажмите F3, чтобы выбрать другой механизм подачи
выполнять прямой ввода в редакторе каналов. проволоки. Такой выбор доступен, только если к сва-
рочной системе подключены несколько механизмов
Кнопка MENU подачи проволоки.
Нажатие этой кнопки открывает главной меню.
Экранные клавиши
Кнопки со стрелками вверх-вниз Функция экранной клавиши зависит от текущего пун-
Эти кнопки позволяют переходить по пунктам меню кта меню и операции, которая выполняется в этом
вверх и вниз. пункте. Функция указана текстом на ЖК-дисплее непо-
средственно над клавишами, например, BACK (НАЗАД),
EXIT (ВЫХОД), SELECT (ВЫБРАТЬ), OK, SAVE (СОХРАНИТЬ)
или NEW (НОВЫЙ).
© Kemppi Oy 2020 14 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
4.2.2 Главное меню
Список пунктов главного меню New channel (Новый канал) (отображается, если выбранный канал пустой)
Пункт меню Описание Пункт меню Диапазон Описание
значений
1/8 Edit channel Открытие мастера канала памяти и создание, изменение
(Редактировать канал) и удаление каналов памяти. 1/2 Create new (Создать Создание нового канала памяти путем
новый) выбора сварочной кривой и указания
2/8 User settings (Настройки Выбор, добавление, редактирование и удаление сварочных функций и параметров
пользователя) пользователей (требуется вход в систему). Более сварки. После сохранения выбранной
подробная информация приведена в разделе 4.4, кривой автоматически открывается
«Идентификация пользователей». экран настройки параметров сварки.
3/8 Weld data (Сварочные Проверка значений для последней сварочной 1. Choose process MIG, Выбор одного из процессов для
данные) операции. (Выбрать процесс) 1-MIG, пошагового выбора кривой или
4/8 System config menu Настройка конфигурации сварочной системы и Pulse MIG, переход к перечню номеров кривых
(Меню конфигурации просмотр информации об устройстве. Double pulse для выбора сварочной кривой
системы) MIG, WiseRoot+, непосредственно по ее номеру. При
WiseThin+, пошаговом выборе перечень номеров
5/8 Language (Язык) Выбор языка меню.
перечень кривых фильтруется по каждому
6/8 Select feeder (WF#) (Выбор Выбор другого параллельного механизма подачи номеров кривых выбранному параметру, что облегчает
механизма подачи проволоки для настройки. выбор кривой.
проволоки)
2. Choose group Выбор группы основного материала.
7/8 Test menu (Меню Проверка устройств системы. (Выбрать группу) *
проверки)
3. Choose material Выбор основного материала.
8/8 Robot menu (Меню Настройка конфигурации интерфейса робота и (Выбрать материал) *
робота) устройств для автоматизированной сварки.
4. Choose diameter Выбор диаметра присадочной
(Выбрать диаметр) * проволоки.
4.2.3 Мастер каналов памяти 5. Choose gas Выбор типа защитного газа.
(Выбрать газ) *
Дополнительная информация о доступных сварочных программах, измененных Choose curve Выбор кривой из перечня,
процессах, функциях Match™ и специальной решении для оптимизации характеристик (Выбрать кривую) * фильтрованного по выбранному
дуги приведена в инструкции по эксплуатации механизма подачи проволоки и на процессу, материалу, диаметру
проволоки и защитному газу.
веб-сайте Kemppi по адресу www.kemppi.com.
2/2 Copy from CH… Создание нового канала памяти путем
Edit channel (Редактировать канал) (главное меню 1/8) (Скопировать из копирования существующего канала.
Пункт меню Диапазон значений Описание канала...)
Select channel (Выбрать Copy from CH 0–199 Выбор канала для копирования.
канал) (Скопировать из
канал)
Edit channel 0–199 Выбор канала памяти для
(Редактировать канал) редактирования, создания или удаления. * Содержимое перечня зависит от доступных кривых и элементов, выбранных на
Текст под выбранным элементом
указывает, пуст канал или нет. предыдущих шагах.
© Kemppi Oy 2020 15 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Edit channel (Редактировать канал) (отображается, если выбранный канал не
пустой)
Пункт меню Диапазон Описание
значений
1/6 Select weld curve Изменение сварочной кривой. Выбор
(Выбрать сварочную кривой аналогичен соответствующему
кривую) процессу при создании нового канала.
2/6 Welding parameters Выбор таких параметров сварки, как
(Параметры сварки) * скорость подачи проволоки и точная
настройка дуги. Список доступных
параметров сварки зависит от
выбранного сварочного процесса.
3/6 Welding functions Выбор таких функций сварки, как горячий
(Функции сварки) * старт, замедленный старт и заполнение
сварочной ванны.
4/6 Advanced functions Выбор таких расширенных функций
(Расширенные функции) сварки, как WiseFusion и WisePenetration.
*
5/6 Copy channel to… Копирование этого канала памяти в
(Скопировать канал в...) другой канал.
Copy channel to 0–199 Выбор номера целевого канала для
(Скопировать канал в) копирования. Обратите внимание, что
копирование в непустой канал приводит
к перезаписи данных канала без
предварительного подтверждения.
6/6 Erase channel (Очистить Очистка данного канала путем удаления
канал) из него всех данных.
* Более подробная информация приведена в таблицах Параметры сварки и
Функции сварки.
© Kemppi Oy 2020 16 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Параметры сварки
Параметры сварки для процесса MIG (Edit channel 2/6) Параметры сварки для процесса 1-MIG (Edit channel 2/6)
Пункт меню Диапазон значений Значение по Описание Пункт меню Диапазон значений Значение по Описание
умолчанию умолчанию
1/7 WFSpeed WFS min - Из кривой Установка скорости подачи 1/7 WFSpeed WFS min - Из кривой Установка скорости
(Скорость WFS max проволоки с шагом (Скорость WFS max подачи проволоки с
механизма 0,05 м/мин в диапазоне от механизма шагом 0,05 м/мин в
подачи 0,5 до 5,0 м/мин и с шагом подачи диапазоне от 0,5 до
проволоки) 0,1 м/мин для скорости проволоки) 5,0 м/мин и с шагом
выше 5,0 м/мин. 0,1 м/мин для скорости
выше 5,0 м/мин.
2/7 WFS max (Макс. 0,7–25,0 м/мин * Из кривой Установка верхнего предела
скорость для значения WFSpeed. 2/7 WFS max 0,7–25,0 м/мин * Из кривой Установка верхнего
подачи (Макс. предела для значения
проволоки) скорость WFSpeed.
подачи
3/7 WFS min (Мин. 0,7–25,0 м/мин * Из кривой Установка нижнего предела
проволоки)
скорость для значения WFSpeed.
подачи 3/7 WFS min (Мин. 0,7–25,0 м/мин * Из кривой Установка нижнего
проволоки) скорость предела для значения
подачи WFSpeed.
4/7 Voltage Voltage min - Из кривой Установка сварочного
проволоки)
(Напряжение) Voltage max напряжения (длины дуги).
4/7 FineTuning FineTuningMin - 0 Регулировка сварочного
5/7 Voltage 8,0–50,0 В * Из кривой Установка верхнего предела
(Точная FineTuningMax напряжения (длины
max (Макс. для значения Voltage.
настройка) дуги) сварочной кривой
напряжение)
вверх и вниз (0 = без
6/7 Voltage 8,0–50,0 В * Из кривой Установка нижнего предела регулировки).
min (Мин. для значения Voltage.
5/7 FineTuningMax -9,0 … +9,0 +9,0 Установка верхнего
напряжение)
(Макс. точной предела для значения
7/7 Dynamics -9 … +9 0 Управление поведением настройки) FineTuning.
(Динамика) дуги при коротком
6/7 FineTuningMin -9,0 … +9,0 -9,0 Установка нижнего
замыкании. Более низкие
(Мин. точной предела для значения
значения дают более
настройки) FineTuning.
мягкую дугу, а более
высокие — более жесткую 7/7 Dynamics -9 … +9 0 Управление поведением
дугу. (Динамика) дуги при коротком
замыкании. Более
низкие значения дают
* Это пределы системы. Фактические пределы устанавливаются сварочной кривой.
более мягкую дугу, а
более высокие — более
жесткую дугу.
* Это пределы системы. Фактические пределы устанавливаются сварочной
кривой.
© Kemppi Oy 2020 17 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Параметры сварки для процесса Pulse MIG (Edit channel 2/6) Параметры сварки для процесса Double Pulse MIG (Edit channel 2/6)
Пункт меню Диапазон значений Значение по Описание Пункт меню Диапазон Значение по Описание
умолчанию значений умолчанию
1/8 WFSpeed WFS min - Из кривой Установка скорости 1/10 WFSpeed WFS min - Из кривой Установка скорости подачи
(Скорость WFS max подачи проволоки с шагом (Скорость WFS max проволоки с шагом 0,05 м/
механизма 0,05 м/мин в диапазоне от механизма мин в диапазоне от 0,5 до
подачи 0,5 до 5,0 м/мин и с шагом подачи 5,0 м/мин и с шагом 0,1 м/
проволоки) 0,1 м/мин для скорости проволоки) мин для скорости выше 5,0
выше 5,0 м/мин. м/мин.
2/8 WFS max 0,7–25,0 м/мин * Из кривой Установка верхнего 2/10 WFS max (Макс. 0,7–25,0 м/мин * Из кривой Установка верхнего предела
(Макс. предела для значения скорость подачи для значения WFSpeed.
скорость WFSpeed. проволоки)
подачи
3/10 WFS min (Мин. 0,7–25,0 м/мин * Из кривой Установка нижнего предела
проволоки)
скорость подачи для значения WFSpeed.
3/8 WFS min (Мин. 0,7–25,0 м/мин * Из кривой Установка нижнего проволоки)
скорость предела для значения
4/10 FineTuning FineTuningMin - 0 Регулировка сварочного
подачи WFSpeed.
(Точная FineTuningMax напряжения (длины дуги)
проволоки)
настройка) сварочной кривой вверх и
4/8 FineTuning FineTuningMin 0 Регулировка сварочного вниз (0 = без регулировки).
(Точная FineTuningMax- напряжения (длины дуги)
5/10 FineTuningMax -9,0 … +9,0 +9,0 Установка верхнего предела
настройка) сварочной кривой вверх и
(Макс. точной для значения FineTuning.
вниз (0 = без регулировки).
настройки)
5/8 FineTuningMax -9,0 … +9,0 +9,0 Установка верхнего
6/10 FineTuningMin -9,0 … +9,0 -9,0 Установка нижнего предела
(Макс. точной предела для значения
(Мин. точной для значения FineTuning.
настройки) FineTuning.
настройки)
6/8 FineTuningMin -9,0 … +9,0 -9,0 Установка нижнего
7/10 Dynamics -9 … +9 0 Управление поведением
(Мин. точной предела для значения
(Динамика) дуги при коротком
настройки) FineTuning.
замыкании. Более низкие
7/8 Dynamics -9 … +9 0 Управление поведением значения дают более мягкую
(Динамика) дуги при коротком дугу, а более высокие —
замыкании. Более низкие более жесткую дугу.
значения дают более
8/10 Pulse current (Ток -10 … +15 % 0% Регулировка тока импульса
мягкую дугу, а более
импульса) вверх и вниз.
высокие — более жесткую
дугу. 9/10 DPulseAmp 0,1–3,0, CURVE CURVE Регулировка амплитуды
(Амплитуда (КРИВАЯ) скорости подачи проволоки
8/8 Pulse current -10 … +15 % 0% Регулировка тока
двойных или использование
(Ток импульса) импульса вверх и вниз.
импульсов) значения из сварочной
* Это пределы системы. Фактические пределы устанавливаются сварочной кривой. кривой.
© Kemppi Oy 2020 18 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
10/10 DPulseFreq 0,4–8,0 Гц, CURVE CURVE Регулировка частоты Параметры сварки для процесса WiseThin+ (Edit channel 2/6)
(Частота двойных (КРИВАЯ) двойных импульсов или
Пункт меню Диапазон значений Значение по Описание
импульсов) использование значения из
умолчанию
сварочной кривой.
1/7 WFSpeed WFS min - Из кривой Установка скорости
* Это пределы системы. Фактические пределы устанавливаются сварочной кривой. (Скорость WFS max подачи проволоки с
механизма шагом 0,05 м/мин в
подачи диапазоне от 0,5 до
Параметры сварки для процесса WiseRoot+ (Edit channel 2/6)
проволоки) 5,0 м/мин и с шагом
Пункт меню Диапазон Значение по Описание 0,1 м/мин для скорости
значений умолчанию выше 5,0 м/мин.
1/6 WFSpeed WFS min - Из кривой Установка скорости подачи 2/7 WFS max (Макс. 0,7–25,0 м/мин * Из кривой Установка верхнего
(Скорость WFS max проволоки с шагом скорость подачи предела для значения
механизма подачи 0,05 м/мин в диапазоне от проволоки) WFSpeed.
проволоки) 0,5 до 5,0 м/мин и с шагом
3/7 WFS min (Мин. 0,7–25,0 м/мин * Из кривой Установка нижнего
0,1 м/мин для скорости
скорость подачи предела для значения
выше 5,0 м/мин.
проволоки) WFSpeed.
2/6 WFS max (Макс. 1,2–11,0 м/мин * Из кривой Установка верхнего предела
4/7 FineTuning FineTuningMin - 0 Регулировка базового
скорость подачи для значения WFSpeed.
(Точная FineTuningMax тока (длины дуги) кривой
проволоки)
настройка) вверх и вниз (0 = без
3/6 WFS min (Мин. 1,2–11,0 м/мин * Из кривой Установка нижнего предела регулировки).
скорость подачи для значения WFSpeed.
5/7 FineTuningMax -9,0 … +9,0 +9,0 Установка верхнего
проволоки)
(Макс. точной предела для значения
4/6 FineTuning (Точная FineTuningMin - 0 Регулировка базового тока настройки) FineTuning.
настройка) FineTuningMax (длины дуги) кривой вверх и
6/7 FineTuningMin -9,0 … +9,0 -9,0 Установка нижнего
вниз (0 = без регулировки).
(Мин. точной предела для значения
5/6 FineTuningMax -9,0 … +9,0 +9,0 Установка верхнего предела настройки) FineTuning.
(Макс. точной для значения FineTuning.
7/7 Dynamics -9 … +9 0 Управление поведением
настройки)
(Динамика) дуги при коротком
6/6 FineTuningMin -9,0 … +9,0 -9,0 Установка нижнего предела замыкании. Более
(Мин. точной для значения FineTuning. низкие значения дают
настройки) более мягкую дугу, а
более высокие — более
* Это пределы системы. Фактические пределы устанавливаются сварочной кривой. жесткую дугу.
* Это пределы системы. Фактические пределы устанавливаются сварочной
кривой.
© Kemppi Oy 2020 19 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Функции сварки
Welding Functions (Функции сварки) (в меню 3/6 Edit Channel) 8/10 Creep start 10–99 %, OFF CURVE Выключение замедленного
(Замедленный (ОТКЛ.), CURVE старта, регулировка
Пункт меню Диапазон Значение по Описание старт) (КРИВАЯ) уровня замедленного
значений умолчанию старта или выбор значения
1/10 HotStart ON (ВКЛ.), OFF USER Установка включения и для используемой
(Горячий старт) (ОТКЛ.), USER выключения горячего сварочной кривой.
(ПОЛЬЗОВАТЕЛЬ) старта или его выбора 9/10 Start power -9 … 9 0 Регулировка мощности
пользователем на (Начальная зажигания дуги.
сварочной панели. мощность)
2/10 HotStartLevel -50 … +100 % 40 % Установка уровня горячего 10/10 TSI ON (ВКЛ.), OFF OFF Включение и отключение
(Уровень старта относительно (ОТКЛ.) функции Touch Sense
горячего уровня сварочного тока. Ignition.
старта)
3/10 Hot 2T time 0,0–9,9 с 1,2 с Продолжительность
(Время горячего старта. Advanced functions (Расширенные функции)* (Edit channel 4/6)
горячего Пункт меню Диапазон Значение по Описание
старта) значений умолчанию
4/10 Crater fill ON (ВКЛ.), OFF USER Установка включения и 1/4 WisePenetration ON (ВКЛ.), OFF OFF Включение и отключение
(Заполнение (ОТКЛ.), USER выключения заполнения (ОТКЛ.) функции WisePenetration.
сварочной (ПОЛЬЗОВАТЕЛЬ) сварочной ванны или ее
ванны) выбора пользователем на 2/4 Penet%(123A) -30 … 30 % 0% Установка уровня функции
сварочной панели. WisePenetration.
5/10 CraterStart 10–250 % 100 % Настройка уровня кривой, 3/4 WiseFusion ON (ВКЛ.), OFF OFF Включение и отключение
(Мощность в где начинается заполнение (ОТКЛ.) функции WiseFusion.
начале) сварочной ванны. 4/4 WiseFusion% 20–60 %, CURVE CURVE Функция WiseFusion
6/10 CraterFillEnd 10–250 %, не 30 % Настройка уровня (КРИВАЯ) контролирует количество
(Мощность в выше значения кривой, где заканчивается коротких замыканий дуги.
конце) CraterStart заполнение сварочной Более низкое значение
ванны. уменьшает количество
коротких замыканий,
7/10 CraterTime 0,0–10,0 с 1,0 с Установка времени а более высокое —
(Время возрастания и уменьшения увеличивает количество
заполнения тока для заполнения коротких замыканий.
сварочной сварочной ванны.
ванны) * Если функция недоступна для выбранного процесса или лицензия на функцию
отсутствует, отображается текст «NA» (недоступно).
© Kemppi Oy 2020 20 A7 MIG Welder 20024.2.4 User settings (Настройки пользователя) 4.2.5 Настройки сварочной системы
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Меню User settings (Настройки пользователя) (главное меню 2/8) (требуется вход)* System config menu (Меню конфигурации системы) ( (главное меню 4/8)
Пункт меню Диапазон Значение, Описание Пункт меню Диапазон Значение, Описание
значений устанавливаемое значений устанавливаемое
на заводе- на заводе-
изготовителе изготовителе
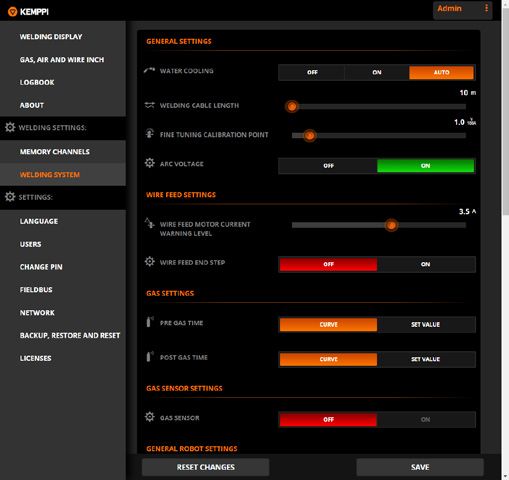
1/5 Change PIN code Изменение PIN-кода. 1/22 Water cooling OFF (ОТКЛ.), ON AUTO Включение и отключение
(Изменить PIN-код) (Водяное (ВКЛ.), AUTO водяного охлаждения или
охлаждение) (АВТО) передача управления блоком
New PIN code 0000–9999 0000 Укажите новый PIN-код. охлаждения системе (AUTO).
(Новый PIN-код) В автоматическом режиме
2/5 User mode (Режим ON (ВКЛ.), OFF OFF Включение и отключение режима водяной насос включается с
пользователей) (ОТКЛ.) идентификации пользователей. началом сварки и выключается
с задержкой после окончания
3/5 Set the user rights Изменение роли пользователя. сварки.
(Установить парва
пользователя) 2/22 Cable length 10–100 м 10 м Установка длины сварочной цепи
(Длина кабалей) для оптимального управления
Select user (Выбор USER1–USER10 Выберите пользователя, роль дугой.
пользователя) которого необходимо изменить.
Примечание! Свою собственную 3/22 FineCalib (Точная 0 В - 10 В / 100 А 10 В / 100 А Установка компенсации для
роль изменить нельзя. калибровка) сопротивления кабелей.
Level (Уровень) Welder Выберите роль для пользователя. 4/22 System clock Просмотр и регулировка
(Сварщик), (Системное системного времени и даты.
Supervisor время)
(Наблюдатель), 5/22 Device information Просмотр следующей
Administrator (Информация об информации об устройстве для
(Администратор) устройстве) каждого устройства в системе:
4/5 User activation Создание и удаление DevSW: версия ПО устройства.
(Активация пользователей. SysSW: версия базового ПО
пользователя) системы.
BootSW: версия загрузочного ПО.
User activation USER1–USER10 Выбор учетной записи SW Item: номер ПО.
(Активация пользователя для создания или Serial: серийный номер
пользователя) удаления. устройства.
Prog: имя программиста.
User Enabled Создание учетной записи
Date: дата программирования.
(Пользователь) (Включен), пользователя путем установки
Disabled Enabled для пользователя
(Отключен) или удаление учетной записи
пользователя путем выбора
Disabled.
5/5 Reset user PIN code Сброс PIN-кода пользователя.
(Сбросить PIN-код
пользователя)
Select user (Выбор USER1–USER10 Выбор пользователя для сброса
пользователя) PIN-кода. Значение сбрасывается
на 0000. Подтвердите сброс
нажатием экранной клавиши OK.
* Более подробная информация приведена в разделе 4.4, «Идентификация
пользователей».
© Kemppi Oy 2020 21 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
6/22 Restore settings 9/22 Display delay 1–20 10 Указывает, сколько времени
(Восстановить (Задержка текстовая информация (например,
настройки) отображения) «Settings saved» («Настройки
сохранены»)) отображается на
ROBOT All Восстановление всех каналов экране. Это приблизительное
settings (Все памяти (0–199) из резервной время; фактическое время может
настройки копии. Установочные варьироваться в зависимости от
РОБОТА) настройки не изменяются. загрузки системы.
Restore Удаление всех каналов 10/22 Pre gas time 0,0–9,9 с, CURVE CURVE Переопределение времени
(Время подачи (КРИВАЯ) подачи газа до сварки,
to factory памяти и их резервных копий.
газа до сварки) заданного в сварочной кривой,
(Восстановить Восстанавливаются все или использование системой
заводские настройки по умолчанию. значения из кривой.
настройки)
11/22 Post gas time 0,0–9,9 с, CURVE CURVE Переопределение времени
7/22 License menu (Время подачи (КРИВАЯ) подачи газа после сварки,
(Меню лицензий) газа после заданного в сварочной кривой,
License code (Код Введите код лицензии вручную: сварки) или использование системой
лицензии) • Стрелки вверх и вниз значения из кривой.
используются для выбора 12/22 Control USER USER Выбор используемого
положения цифры кода. (Управление) * (ПОЛЬЗОВАТЕЛЬ), дистанционного управления или
• Регулятор используется для PANEL (ПАНЕЛЬ), предоставление пользователю
выбора цифры кода (0–255). REMOTE (ДИС- возможности свободного выбора
• Экранная клавиша ENTER ТАНЦИОАННОЕ), дистанционного управления.
используется для активации GUN (ГОРЕЛКА)
номера лицензии после ввода
всех цифр. 13/22 RemoteAutoRecog ON (ВКЛ.), OFF ON Включение и отключение
(Автоматическое (ОТКЛ.) автоматического распознавания
License timers Просмотр оставшегося времени распознавание пульта дистанционного
(Таймеры использования продуктов Wise пульта ДУ) * управления.
лицензий) с ограниченным временем
использования. 14/22 MIG CurrentDisp ON (ВКЛ.), OFF OFF Включение и отключение
(Отображение (ОТКЛ.) отображения тока MIG. Если
8/22 Weld data delay 1–60 с 20 с Установка времени отображения тока MIG) отображение тока MIG отключено,
(Задержка сварочных данных после вместо него отображается
отображения окончания сварки. Отображение скорость подачи проволоки.
сварочных сварочных данных можно закрыть
данных) путем вращения регулятора или 15/22 WFMotorWarnLev 1,5–5,0 А 3,5 А Установка уровня
нажатия любой кнопки. (Уровень предупреждения для тока
предупреждения на двигателе устройства
двигателя подачи проволоки. Этот
механизма параметр указывает уровень
подачи чувствительности системы к
проволоки) проблемам системы подачи
проволоки.
© Kemppi Oy 2020 22 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
16/22 WF end step ON (ВКЛ.), OFF OFF Включение и отключение Enabled ON (ВКЛ.), OFF OFF Включение и отключение узла
(Конечный (ОТКЛ.) конечного шага подачи (Включено) (ОТКЛ.) датчика газа.
шаг подачи проволоки. Если этот параметр
Level (Уровень) 5,0–20,0 л/мин 10,0 л/мин Установка уровня обнаружения
проволоки) включен, присадочная проволока
расхода газа.
подается вперед в конце
сварочного цикла. В противном Gas mixture menu
случае проволока остается (Меню газовой
в положении, в котором она смеси)
оказалась в конце цикла сварки.
Ar (0–100 %) (100 %) Содержание аргона (Ar) в смеси.
17/22 AutoWireInch ON (ВКЛ.), OFF ON Включение и отключение функции Это значение недоступно для
(Автоматическая (ОТКЛ.) автоматической протяжки ручной регулировки. Оно
протяжка) * проволоки в SuperSnake. Если автоматически уменьшается
этот параметр включен, протяжка при увеличении содержания
присадочной проволоки в других газов и увеличивается при
SuperSnake осуществляется уменьшении содержания других
автоматически путем нажатия газов.
кнопки протяжки проволоки.
CO2 0–100 % 0% Установка содержания
18/22 Gas guard (Пре- ON (ВКЛ.), OFF OFF Включение и отключение углекислого газа (CO2) в смеси.
дохранительное (ОТКЛ.) предохранительного устройства
устройство регулировки газа. Для N2 0–100 % 0% Установка содержания азота (N2)
регулировки использования этой функции в смеси.
газа) * предохранительное устройство O2 0–100 % 0% Установка содержания кислорода
регулировки газа должно быть (O2) в смеси.
установлено в механизме подачи
проволоки. H2 0–100 % 0% Установка содержания водорода
Этот параметр не влияет на (H2) в смеси.
датчик газа в механизме подачи He 0–100 % 0% Установка содержания гелия (H2)
проволоки A7 MIG Wire Feeder. в смеси.
19/22 ArcVoltage ON (ВКЛ.), OFF OFF Включение и отключение 22/22 Keylock ON (ВКЛ.), OFF OFF Включение и отключение функции
(ОТКЛ.) функции измерения и вычисления (Блокировка (ОТКЛ.) блокировки панели настройки.
напряжения дуги. Если она клавиш) Эта функция, если она включена,
включена, напряжение дуги, ток и предотвращает случайное
мощность отображаются во время нажатие клавиш. Для блокировки
сварки на панели настройки или разблокировки клавиш
и в пользовательском веб- нажмите и удерживайте кнопку F2
интерфейсе. в течение 4 секунд. Если панель
20/22 SubFeederLength 10–25 м 10 м Установка длины настройки не используется,
(Длина вспомогательного механизма клавиши блокируются
вспомогательного подачи проволоки для автоматически спустя 2 минуты.
механизма вычисления напряжения дуги. * Этот параметр применяется только к ручной сварке.
подачи
проволоки) *
21/22 Gas sensor menu Настройка конфигурации
(Меню датчика датчика газа в механизме подачи
газа) проволоки A7 MIG Wire Feeder
(версия с управлением по шине).
© Kemppi Oy 2020 23 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
4.2.6 Проверки системы
Test menu (Меню проверки) (главное меню 7/8)
Пункт меню Диапазон Значение, устанавли- Описание
значений ваемое на заводе-из-
готовителе
1/4 Wire inch Запуск проверки протяжки 3/4 Gas test Запуск проверки подачи газа
(Протяжка проволоки путем нажатия и (Проверка путем однократного нажатия
проволоки) удержания экранной клавиши подачи газа) экранной клавиши START.
START. Осуществляется подача Проверка выполняется до
присадочной проволоки с истечения времени проверки
увеличением скорости до или до нажатия экранной
выбранной. Подача проволоки клавиши STOP (появляется на
прекращается при отпускании месте клавиши START).
клавиши.
Test time (Время 1–60 с 20 с Установка времени проверки
Speed (Скорость) 0,5–25,0 м/мин 5,0 м/мин Выбор скорости подачи проверки) подачи газа.
проволоки с шагом 0,05 м/мин в
4/4 Air blow Запуск проверки продувки
диапазоне от 0,5 до 5,0 м/мин и
воздухом путем однократного
с шагом 0,1 м/мин для скорости
нажатия экранной клавиши
выше 5,0 м/мин.
START. Проверка выполняется
WF motor Отображение тока двигателя во до истечения времени
(Двигатель время проверки. проверки или до нажатия
механизма экранной клавиши STOP
подачи (появляется на месте клавиши
проволоки) START).
2/4 Wire retract Запуск проверки втягивания Test time (Время 1–60 с 20 с Установка времени проверки
(Втягивание проволоки путем нажатия и проверки) продувки воздухом.
проволоки) удержания экранной клавиши
START (ПУСК). Осуществляется
втягивание присадочной
проволоки с увеличением
скорости до выбранной.
Втягивание проволоки
прекращается при отпускании
клавиши.
Speed (Скорость) 0,5–25,0 м/мин 5,0 м/мин Установка скорости подачи
проволоки с шагом 0,05 м/мин в
диапазоне от 0,5 до 5,0 м/мин и
с шагом 0,1 м/мин для скорости
выше 5,0 м/мин.
WF motor Отображение тока двигателя во
(Двигатель время проверки.
механизма
подачи
проволоки)
© Kemppi Oy 2020 24 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
4.2.7 Настройки робота
Robot menu (Меню робота) (меню 8/8)
Пункт меню Диапазон значений Заводская Описание
настройка
1/15 Interface mode (Режим 1–99 15 Выбор таблицы ввода-вывода для связи посредством промышленной шины (цифровой интерфейс робота).
интерфейса) *
2/15 Voltage scaling (Масштабирова- 0–9999 0 (без масшта- Выбор максимального значения для сварочного напряжения / точной настройки в режиме масштабирования
ние напряжения) * бирования) (1–9999) или выключение режима масштабирования (0).
3/15 WFS scaling (Масштабирование 0–9999 0 (без масшта- Выбор максимального значения для скорости подачи проволоки в режиме масштабирования (1–9999) или
скорости подачи проволоки) * бирования) выключение режима масштабирования (0).
4/15 Current scaling 0–9999 0 (без масшта- Выбор максимального значения для сварочного тока в режиме масштабирования (1–9999) или выключение
(Масштабирование тока) * бирования) режима масштабирования (0).
5/15 Simulation (Имитация) ON (ВКЛ.), OFF (ОТКЛ.), USER OFF Включение и отключение имитации сварки или предоставление пользователю робота возможности управления
(ПОЛЬЗОВАТЕЛЬ) имитацией (USER).
6/15 Wire Feeder (Механизм подачи WF1, WF2, USER WF1 Выбор механизма подачи проволоки в системах с двумя механизмами подачи проволоки.
проволоки) * (ПОЛЬЗОВАТЕЛЬ)
Emergency stop menu (Меню Настройка конфигурации функции аварийной остановки. Цепь аварийной остановки подключена к
аварийной остановки) * интерфейсному блоку робота A7 MIG Welder.
Selection (Выбор) ON (ВКЛ.), OFF (ОТКЛ.) OFF Включение и отключение входа аварийной остановки.
7/15 Line level (Уровень напряжения 0 В, 24 В 0В Выбор уровня напряжения входной линии.
в линии)
Switch type (Тип коммутатора) Opening (Размыкающий), Opening Выбор типа электрического переключателя, используемого для сигнальной линии. Размыкающий переключатель
Closing (Замыкающий) размыкает электрическую цепь сигнальной линии, а замыкающий переключатель — замыкает цепь.
Door switch menu (Меню Настройка конфигурации дверного выключателя. Цепь дверного выключателя подключена к интерфейсному
дверного выключателя) * блоку робота A7 MIG Welder.
Selection (Выбор) ON (ВКЛ.), OFF (ОТКЛ.) OFF Включение и отключение входа дверного выключателя.
8/15 Line level (Уровень напряжения 0 В, 24 В 0В Выбор уровня напряжения входной линии.
в линии)
Switch type (Тип коммутатора) Opening (Размыкающий), Opening Выбор типа электрического переключателя, используемого для сигнальной линии. Размыкающий переключатель
Closing (Замыкающий) размыкает электрическую цепь сигнальной линии, а замыкающий переключатель — замыкает цепь.
© Kemppi Oy 2020 25 A7 MIG Welder 2002ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Touch sensor menu (Меню Настройка конфигурации датчика касания.
датчика касания) *
Voltage (Напряжение) 50 В, 80 В, 110 В, 160 В, 170 В, 50 В Выбор уровня выходного напряжения датчика касания.
180 В, 200 В
Tool (Инструмент) USER (ПОЛЬЗОВАТЕЛЬ), USER Выбор инструмента датчика касания (сварочная проволока или газовое сопло) или предоставление
9/15 Welding wire (Сварочная пользователю робота возможности управления выбором инструмента (USER).
проволока), Gas nozzle
(Газовое сопло)
FastOutput (Быстрый выход) Low-act (Активный Low-act Выбор полярности сигнала для быстрого выхода оборудования. Активный низкий уровень выводит 0 В для
низкий уровень), High- состояния логической «1», а активный высокий уровень — уровень сигнала. При выводе сигнал доводится до 24
act (Активный высокий В с помощью резистора.
уровень)
Coll. sensor menu (Меню датчика Настройка конфигурации датчика столкновений. Датчик столкновений представляет собой дополнительное
столкновений) * внешнее устройство, подключенное к механизму подачи проволоки A7 MIG Wire Feeder.
Selection (Выбор) ON (ВКЛ.), OFF (ОТКЛ.) OFF Включение и отключение датчика столкновений.
Switch type (Тип коммутатора) Opening (Размыкающий), Closing Выбор типа электрического переключателя, используемого для сигнальной линии. Размыкающий переключатель
10/15 Closing (Замыкающий) размыкает электрическую цепь сигнальной линии, а замыкающий переключатель — замыкает цепь.
Output Low-act (Активный High-act Выбор полярности выходного сигнала интерфейса робота. Активный низкий уровень соответствует логической
низкий уровень), High- «1», если уровень сигнала равен 0 В, а активный высокий уровень — если уровень сигнала равен 24 В.
act (Активный высокий
уровень)
Gun menu (Меню горелки) * Настройка конфигурации сварочной горелки, подключенной к механизму подачи проволоки A7 MIG Wire Feeder.
Gun type (Тип горелки) 0 Обычная, 0 Обычная Выбор типа сварочной горелки. В некоторых горелках установлен двигатель системы «push-pull» с тахометром
2 WHPP E 42V 17.1:1, или без него или датчик положения. Этот выбор позволяет использовать некоторые горелки с системой «push-
3 WHPPi E 32V 13.7:1, pull».
4 Dinse MEP(Z) 200,
11/15 5 Dinse MEP(Z) 200E
6 Dinse MEP(Z) 200T
7 TBI PP2R
8
Watchdog settings (Настройки Настройка конфигурации функции сторожа.
сторожа)
Selection (Выбор) ON (ВКЛ.), OFF (ОТКЛ.) OFF Включение или отключение функции сторожа. Если эта функция включена, робот должен обновлять состояние
12/15 сторожа путем периодического изменения состояния соответствующего сигнала в таблице входов-выходов
в пределах времени таймаута сторожа. Таймер таймаута запускается после каждой транзакции. Если робот
перестает передавать обновления, возникает ошибка и система немедленно прекращает работу.
Timeout (Таймаут) 0,1–5,0 с 0,1 с Установка времени таймаута сторожа.
© Kemppi Oy 2020 26 A7 MIG Welder 2002Вы также можете почитать