Castolin и Элма н выставке в Норильске Промо-тур Castolin: презентация сварочного оборудования Технология ремонтной сварки чугунных изделий
←
→
Транскрипция содержимого страницы
Если ваш браузер не отображает страницу правильно, пожалуйста, читайте содержимое страницы ниже

Выпуск 2 - 2015
Информационный бюллетень Мессер Эвтектик Кастолин
• Castolin и Элма н выставке
в Норильске
• Промо-тур Castolin:
презентация сварочного
оборудования
• Технология ремонтной
сварки чугунных изделий
Промо-тур Castolin по сварочному оборудованию
Ремонтная сварка
+7 495 771 74 12
Промо-тур
SOLUTIONS - апрель 2015 г. сварочного оборудования
Новый продукт:
Сопла для горелки SuperJet S
Castolin
Eutalloy
Для тяжелых эксплуатационных условий
новые сопла серии C5S HF
для горрелки SuperJet-S- Eutalloy
Наплавка
COATING
Исключительная безопасность при
работе с высокими температурами
Длительный срок эксплуатации сопел
при неизменном уровне качества
Высокопроизводительная наплавка
при минимальном разбрызгивании
• Исключительная безопасность
при работе с высокими
температурами Продолжается промо-тур сварочного POWERMax, до новейших источников
оборудования и материалов сварочного тока XuperArc 5000DS и
• Длительный срок эксплуатации Castolin Eutectic по России. С Февраля CastoMIG 3500C. Также здесь имеется
сопел при неизменном уровне по Июнь 2015 г. на демонстрационных возможность попробовать «на зуб»
качества
площадках наших дистрибьюторов практически любые материалы
проводятся семинары для конечных Castolin Eutectic для ремонта и
• Высокопроизводительная
потребителей с целью ознакомления защиты от износа: суперстойкую
наплавка при минимальном
разбрызгивании с возможностями и преимуществами наплавку электродами 4010,
продукции компании Мессер 5006 и сварочной проволокой
Эвтектик Кастолин. Здесь можно 4630; самоупрочняющиеся XHD
лично протестировать любой 646, оценить универсальность
аппарат из линейки сварочного электродов EutecTrode 680S, Xuper
оборудования, начиная от простого 2222 и незаменимость EutecTrode
источника ручной дуговой сварки 2-44 и XHD-2230, а также реально
Для заказа продукции, пожалуйста,
обращайтесь в отдел продаж
Мессер Эвтектик Кастолин
Озер Джеско youtube.com/CastolinEutectic linkedin.com/company/castolin-eutectic vk.com/club78620615
Генеральный директор
ООО «Мессер Эвтектик Кастолин»
www.castolin.com/ru-RU
>> Промо-тур
3
Демонстрация оборудования Castolin
в рамках промо-тура «прочувствовать» простоту подготовительных операций с разделочными
электродами ChamferTrode 03/04.
Качество и надежность материалов и оборудования Мессер Эвтектик
Кастолин уже произвели впечатление на производственных специалистов
Дальнего Востока (г.Хабаровск):
ОАО Хабаровский Судостроительный Завод и др.
и Восточной Сибири (г.Иркутск):
ВостСибМаш , Ангарская нефтехимическая компания, ИркАЗ,
Ирктускэнергоремонт , Спецэнергоремонт , ГЭС-ремонт, Химстроймонтаж и
др.
На очереди Западная и Центральная Сибирь (г.Омск и г.Красноярск), Урал
(г.Пермь) и Татарстан (г.Набережные Челны).
«Металлургия. Горное дело. ряда ремонтных предприятий. В
ходе визита на них, специалистам
Норильск 2015» были переданы пробные наборы
электродов, припоев и флюсов,
достигнуты соглашения о
7-9 апреля ООО “Элма” совместно дальнейшем сотрудничестве.
с компанией Castolin Eutec-
tic приняли участие в выставке В частности, нами планируется
и конференции “Металлургия. провести обучение сотрудников
Горное дело. Норильск 2015”. Норникеля технологиям
“холодного” напыления.
После импровизированного доклада
на предшествовавшей выставке материал: ООО “Элма”
конференции у нашего стенда
был настоящий ажиотаж. Большой
интерес вызвали технологии
холодного напыления горелкой
Castodin 8000, продукция CDP,
припои для пайки алюминия и
меди, серия электродов по стали.
Во время работы выставки мы
получили приглашения на посещение
Подземный дробильный комплекс,
на глубине примерно 600 метров от поверхности.
+7 495 771 74 12
>> Технология ремонтной сварки корпусов редукторов, компрессоров,
чугуна с обеспечением полной герметизации сварного шва.
Чугун получил широкое к образованию пор в металле шва. и примеси из околошовной зоны,
распространение как конструкционный снижаем опасность порообразования
материал в машиностроительной, в наплавленном металле. В результате
>> Технологии
• Повышенная текучесть
металлургической и других отраслях строжки получается U-образная
чугуна затрудняет удержание
промышленности в связи с рядом разделка, которая по сравнению с
расплавленного металла от
преимуществ таких, как: хорошие V-образной (абразивный инструмент)
вытекания и формирования шва.
литейные свойства, небольшая позволяет значительно до 30%
стоимость, хорошие технологические экономить сварочный материал. Кроме
свойства - жидкотекучесть, линейная • Наличие кремния, а иногда того производительность при разделке
усадка, обрабатываемость резанием, и других элементов в металле строжкой выше, чем при работе
стойкостью к износу трением, достаточно сварочной ванны способствует абразивным инструментом в 4-5 раз.
высокая прочность, при специальном образованию на ее поверхности
легировании чугун обладает химической тугоплавких оксидов, приводящих
Выбор сварочных материалов и 4
и коррозионной стойкостью. к образованию «непроваров».
особенности сварки.
Но вместе с тем, чугун относятся к
материалам , обладающим плохой Компания Castolin Eutectic - мировой
технологической свариваемостью. При ремонтной сварке чугунных
лидер в области ремонтных и
корпусов редукторов и двигателей
восстановительных технологий- с
внутреннего сгорания, сталкиваются
Причины, затрудняющие получение момента своего основания в 1906 году
с тем, что чугун пропитан машинным
качественных сварных соединений из занимается разработкой технологий
маслом. Для удаления масла из
чугуна: ремонтной сварки чугуна. В настоящее
чугуна обычно применяют отжиг в
время удалось решить практически все
печи, но это не всегда возможно. Для
трудности, возникающие при ремонте
• Высокие скорости охлаждения ремонтной сварки замасленного чугуна
и восстановлении чугунных деталей
металла шва и зоны термического необходимо применять электроды
из любых марок чугуна. Компанией
влияния, соответствующие для строжки Chamfertrode 03/04 и
разработано несколько десятков
термическому циклу сварки, приводят специально для этого разработанные
специальных сварочных материалов-
к отбеливанию чугуна, т.е. появлению сварочные электроды Castolin 2-44.
электродов, порошковых и сплошных
участков с выделениями цементита Электрод Castolin 2-44 практически
проволок, прутков для пайки и TIG-сварки.
той или иной формы в различном на основе чистого никеля идеально
Наиболее типичные примеры, подходит для холодной сварки старых
количестве. Высокая твердость
когда требуется ремонтная сварка: промасленных чугунов, а специальная
отбеленных участков практически
трещины в корпусах, сколы, литейный тугоплавкая обмазка позволяет
лишает возможности обрабатывать
брак, проломленные стенки выжигать масло из зоны сплавления,
чугуны режущим инструментом.
корпусов, размороженный чугунный предваряя переход капли в сварочную
блок цилиндров двигателя и т.д. ванну. Необходимо помнить, что
• Вследствие местного величина удлинения чугуна близка к
неравномерного нагрева нулю и чугун не может компенсировать
Разделка трещин.
металла возникают сварочные остаточные напряжения,
напряжения, которые в связи с очень возникающие в сварном шве во время
незначительной пластичностью Разделку трещин при подготовке детали остывания, для этого необходимо
чугуна приводят к образованию к сварке рекомендуется проводить с выполнять сварку короткими
трещин в шве и околошовной зоне. помощью специальных разделочных швами с обязательной проковкой.
электродов Chamfertrode 03 (сварка Проковка и пластические свойства
на постоянном токе) или Chamfertrode никелевого сплава компенсируют
• Интенсивное газовыделение
04 (на постоянном или переменном возникающие напряжения и
из сварочной ванны, которое
токе). Применяя эти электроды, мы предотвращают образование
продолжается и на стадии
решаем сразу несколько задач: удаляем горячих трещин в околошовной зоне.
кристаллизации, может приводить
изношенный металл, выжигаем масло
www.castolin.com/ru-RU
блоков двигателей внутреннего сгорания изготовленных из
Материал: А. Шиловский
При выполнении ремонтной
сварки компрессоров, блоков
>> Технологии
двигателей внутреннего сгорания
может возникнуть проблема с
герметичностью. Как правило, это
связано с тем, что под влиянием
температуры в околошовной
зоне могут образовываться
микропоры (свойство пористой
структуры чугуна). Именно для
этих случаев была разработана
технология герметизации чугуна 5
после сварки CASTOFREEZE.
Для герметизации применяются следующие материалы:
Паста CastoTin 1 – готовая к использованию паста, которая применяется в качестве флюса при работе с
припоем Castolin 157. Является активным раскислителем, облегчает процесс сцепления с серым чугуном.
Припой Castolin 157 –мягкий припой с хорошей текучестью, обеспечивает покрытия высокой прочности.
Благодаря прекрасной смачиваемости получаются ровные и герметичные покрытия с хорошей коррозионной
стойкостью. Противоизносная наплавка Противоизносная наплавка
Пасту CastoTin 1 наносят на всю отшлифованную поверхность, после чего медным паяльником конической
формы производят лужение поверхности припоем Castolin 157, в результате получается абсолютно
герметичное покрытие.
Для получения полной технологии Castofreeze пожалуйста обращайтесь к специалистам компании
Castolin Eutectic (Кастолин).
Довольно часто встречаются задачи установки стальных заплат на проломленных участках, там где отсутствуют
фрагменты чугунного корпуса. Для этого края отверстия в чугунном корпусе наплавляют электродами
Castolin 2-44, после чего подгоняют стальную пластину по форме повторяющую форму получившегося отверстия.
Сварку стальной заплатки с наплавленной кромкой чугунного корпуса выполняют электродами Xuper 2240.
Электроды Xuper 2240 представляют собой железо-никелевый сплав, обладают великолепной
свариваемостью во всех пространственных положениях, включая потолочное, а наплавленный
металл имеет высокую трещиностойкость, не образует закалочных структур и легко обрабатывается.
При отсутствии масленых загрязнений может использоваться для наплавки буферных слоев.
Наиболее часто с проблемой образования горячих трещин
можно столкнуться во время ремонта толстостенных чугунных
деталей. В этом случае рекомендуется следующая технология
заварки трещин: после разделки кромок трещины необходимо
выполнить наплавку (облицовку) электродами Castolin
2-44, после чего заполнение вести электрода Castolin XHD
2230. Сварку проводят без предварительного подогрева
по возможности «холодным» способом (не давая детали
разогреваться свыше 100°С), с обязательной проковкой.
Железо-никелевые электроды Castolin XHD 2230 обладают
рядом уникальных свойств: высокая прочность соединения
(470MPa), великолепная трещиноустойчивость, низкое
тепловложение, отсутствие перегрева, что практически
исключает структурные изменения металла, великолепная
свариваемость как на постоянном, так и на переменном
токах, мелкокапельный перенос металла на пониженных
токах обеспечивает низкое тепловложение в чугун.
+7 495 771 74 12
Технологии >> Ремонтная сварка (продолжение)
В некоторых случаях для особо нагруженных толстостенных чугунных деталей рекомендуется выполнять
усиление сварного шва поперечными стальными пластинами. Усиление выполняется следующим
образом: поперек сварного шва по форме стальной пластины делается выборка металла. Выборка
>> Технологии
выполняется с помощью электродов для строжки Chamfertrode 03/04. Полученная канавка заполняются
электродами Castolin XHD 2230 или если чугун промасленный то электродами Castolin 2-44, после чего
сверху устанавливается стальная пластина и обваривается электродами Castolin XHD 2230 или Xuper 2240.
6
При условии, что разделка трещины на железной основе Castolin 27
имеет большую глубину или площадь мы предназначены для холодной сварки
рекомендуем для снятия напряжений чугунов и создания подслоя на чугунах
воспользоваться методом создания подверженных высокотемпературной
на поверхности ступенчатых канавок. коррозии.
С помощью электродов Chamber
На фотографии показаны выпускные
Trode на поверхности выполняется
чугунные клапана коксовых батарей.
строжка канавок, которые заполняются
Выпускные клапаны работают в
сваркой выбранными основными
условиях периодического перегрева и
электродами. После заполнения
воздействия сернистого газа. Трещины
канавок выполняется основная
были заварены с помощью электродов
сварка (заполнение) поверх канавок
Castolin 27 (буферный слой) и Castolin
до полного заполнения разделки.
2-44 (заполнение).
Таким образом, поверхность раздела
Не смотря на все сложности,
линии сварки становится не плоской,
сварка чугуна получило большое
а распределение полей напряжений
распространение как средство для
прерывистым, что замедляет
ремонта трещин, исправления брака
возможное распространение трещины.
литья, восстановления изношенной
Когда мы говорим о ремонтной сварке поверхности, в первую очередь из-
чугуна нельзя не упоминать о случаях, за низких затрат по сравнению с
когда препятствием для сварки может заменой оборудования и во вторую за
быть не только масленые загрязнения, возможность быстрого восстановления
но и повреждение чугуна в следствие и пуска в работу, в некоторых случаях
перегрева, воздействия химических уникального оборудования.
продуктов, образования оксидов,
сильно поврежденного коррозией.
В этих случаях рекомендуется А.В. Шиловский
использовать электроды Castolin 27 в alex.shilovski@mec-castolin.ru
качестве буферного слоя. Электроды
www.castolin.com/ru-RU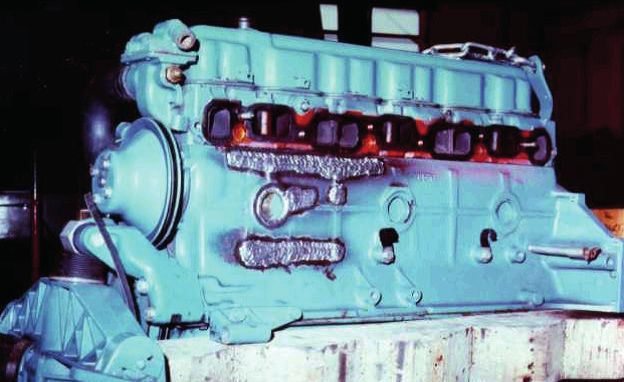



Вы также можете почитать