КОНВЕРТЕР СВАРОЧНЫЙ КСУ-500 - Паспорт
←
→
Транскрипция содержимого страницы
Если ваш браузер не отображает страницу правильно, пожалуйста, читайте содержимое страницы ниже
ОАО Электромашиностроительный завод
"Фирма СЭЛМА"
КОНВЕРТЕР СВАРОЧНЫЙ
КСУ-500
Паспорт
г. Симферополь
httр://www.selma.ua
E-mail: sales@selma.crimea.ua
Отдел сбыта и маркетинга тел. (0652) 58-30-55, 58-30-52
Тел./факс (0652) 58-30-53
Группа гарантийного ремонта и сервисного обслуживания
Тел. (0652) 58-30-56
Техническая поддержка изделий в России
осуществляется
на сайте httр://www.npfets.ru1. Назначение и область применения.
1.1. Конвертер сварочный КСУ-500 с универсальными внешними характеристиками,
именуемый в дальнейшем "конвертер", предназначен:
- для полуавтоматической сварки на постоянном токе плавящимся электродом черных и
цветных металлов в среде защитных газов (режим MIG-MAG);
- для сварки черных и цветных металлов на постоянном токе (режим ММА)
металлическими электродами с покрытием.
Конвертер КСУ-500 является электронным преобразователем мощности с функцией
формирования необходимой для сварки характеристики, с плавным регулированием
сварочного напряжения (в режиме MIG-MAG) и тока (в режиме ММА), работающим от
источника постоянного напряжения (блока БП КСУ или выпрямителей для дуговой сварки
типа ВДМ).
Несколько КСУ-500 могут питаться от одного сварочного источника (см. приложение
5), что позволяет создать несколько сварочных постов.
Применение нескольких КСУ-500, питающихся от одного источника питания, позволяет
исключить влияние сварочных постов друг на друга и проводить сварочные работы вне
зависимости от колебаний напряжения в сети и длины сварочных кабелей.
КСУ-500 имеет встроенный блок снижения напряжения холостого хода (БСН)
повышающий безопасность при проведении сварочных работ в режиме ММА.
1.2. Конвертер изготовлен по техническим условиям ТУ У 31.1-20732066-098:2007.
1.3. Предприятие изготовитель: ОАО Электромашиностроительный завод
"Фирма СЭЛМА". Адрес предприятия изготовителя: ул. Генерала Васильева 32а,
г. Симферополь, республика Крым, Украина, 95000.
1.4. Основные технические данные КСУ-500 приведены в таблице 1.
Таблица 1
Единицы Режимы
Наименование параметра
измерения MMA MIG-MАG
Номинальное постоянное питающее
В 55-90
напряжение
Крутизна наклона внешних характеристик
В/А 0,04
выпрямителя, не более
Номинальный сварочный ток при ПН=60% А 500 500
Номинальное рабочее напряжение В 40 39
Напряжение холостого хода, не более* В 90
Наименьший сварочный ток А 30 100
Наибольший сварочный ток А 500 500
Пределы регулирования рабочего напряжения В 21,2-40 19,0-39
Диапазон регулирования коэффициента
– 1÷2 –
короткого замыкания, Kкз, **
Коэффициент полезного действия, не менее % 85
Потребляемая мощность, при номинальном
кВА 23 22,5
токе, не более
* В зависимости от применяемого источника питания
** Коэффициент тока короткого замыкания определяется как отношение тока
короткого замыкания к среднему сварочному току для любой заданной ручкой установки (см.
поз. 7 приложения 1) рабочей точки: Kкз = (Iкз/Iд). При этом ток короткого замыкания
ограничен на уровне 650 А.
21.5. Вид климатического исполнения конвертера - У3.1 ГОСТ 15150-69.
Конвертер предназначен для работы в закрытых помещениях с соблюдением
следующих условий:
- температура окружающей среды от минус 10 °С (263 К) до плюс 40 °С (313 К);
- относительная влажность не более 80% при 20 °С (293 К);
1.6. Группа условий эксплуатации по механическим воздействиям – М23 по
ГОСТ 17516.1-90.
1.7. Сведения о содержании драгоценных материалов.
Драгоценные материалы, указанные в ГОСТ 2.608-78, в конструкции изделий и в техно-
логическом процессе изготовления не используются. Сведений о содержании драгоценных
материалов в комплектующих изделиях не имеется.
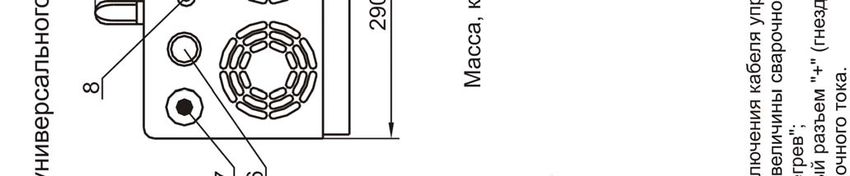
1.8. Общий вид, габаритные размеры и масса конвертера приведены в
приложении 1. Схема электрическая принципиальная конвертера приведена в приложении 2.
Схема включения конвертера для сварки в режиме ММА приведена в приложении 3, для
сварки в режиме MIG-MAG – в приложении 4, рекомендуемые значения длин и сечений
сварочных кабелей для организации 4-х сварочных постов приведены в приложении 5.
2. Комплектность.
Комплект поставки согласовывается при заключении договора на поставку и
указывается на ярлыке, закрепляемом на упаковке изделия.
3. Меры безопасности.
3.1. При обслуживании и эксплуатации конвертера необходимо соблюдать требования
нормативных документов по безопасности труда, действующие в регионе выполнения
сварочных работ.
3.2. Подключение конвертера должно производиться только к промышленным
источникам постоянного напряжения с жесткими внешними характеристиками, имеющим
напряжение холостого хода не более 90 В.
3.3. Перед началом сварочных работ необходимо проверить состояние изоляции
проводов, качество соединений контактов сварочных кабелей и заземляющих проводов.
Не допускаются перемещения конвертера, находящегося под напряжением, а также
эксплуатация конвертера со снятыми элементами кожуха и при наличии механических
повреждений изоляции токоведущих частей и органов управления.
3.4. Конвертеры не предназначены для работы в среде, насыщенной токопроводящей
пылью и (или) содержащей пары и газы, вызывающие усиленную коррозию металлов и
разрушающие изоляцию. Возможность работы конвертеров в условиях, отличных от
указанных, должна согласовываться с предприятием-изготовителем.
3.5. Место производства сварочных работ должно быть оборудовано необходимыми
средствами пожаpотушения согласно требований противопожарной безопасности.
3.6. Ультрафиолетовое излучение, брызги расплавленного металла, сопутствующие
процессу сварки, являются опасными для глаз и открытых участков тела. Для защиты от
излучения дуги необходимо применять щиток или маску с защитными светофильтрами,
соответствующими данному способу сварки и величине сварочного тока. Для предохранения
от ожогов руки сварщика должны быть защищены рукавицами, а тело - специальной одеждой.
3.7. При работе в закрытых помещениях, для улавливания образующихся в процессе
сварки аэрозолей и дымовыделений на рабочих местах, необходимо предусматривать местные
отсосы и вентиляцию.
3.8. Зачистку сварных швов от шлака следует производить только после полного
остывания шва и обязательно в очках с простыми стеклами.
34. Взаимозаменяемость с ранее выпущенными модификациями изделия.
Конвертер предназначен для совместной работы с полуавтоматом ПДГО-601 серия 09.
Возможность работы конвертера с другими типами полуавтоматов необходимо
согласовывать с предприятием-изготовителем.
Внимание! Предприятие-изготовитель оставляет за собой право вносить измене-
ния в схему электрическую изделия, которые не ухудшают технические характеристики.
Претензии о несоответствии примененной комплектации со схемами и перечнями паспорта
предприятием-изготовителем не принимаются.
5. Устройство и принцип работы.
5.1. Конвертер обеспечивает:
- жесткие внешние характеристики, предназначенные для полуавтоматической сварки в
среде защитного газа (MIG-МАG);
- крутопадающие внешние характеристики с плавной регулировкой тока короткого
замыкания, предназначенные для ручной дуговой сварки металлическими электродами с
покрытием (ММА).
5.2. Охлаждение КСУ-500 осуществляется с помощью встроенных вентиляторов. Через
4 минуты после окончания процесса сварки конвертер переходит в ждущий режим. При этом
вентиляторы конвертера должны остановиться. Для выхода КСУ-500 из ждущего режима
необходимо кратковременно коснуться электродом в режиме ММА или сварочной проволокой
в режиме MIG-МАG свариваемой детали.
5.3. Конвертер снабжен термореле, установленным на силовом блоке, и отключающим
подачу тока в сварочную цепь при тепловой перегрузке конвертера. При срабатывании
тепловой защиты загорается индикатор "Перегрев" (поз. 8) на передней панели конвертера.
ВНИМАНИЕ! Срабатывание тепловой защиты при исправном изделии
свидетельствует о нарушении режима эксплуатации конвертера.
5.4. Включение конвертера производится выключателем "Питание"(поз.1,приложение1).
5.5. Выбор режима сварки осуществляется автоматически (при подключении кабеля
управления полуавтомата ПДГО-601 серия 09 – режим "MIG-MAG ", в других случаях – режим
"ММА").
5.6. Регулировка сварочного напряжения в режиме MIG-МАG осуществляется с
подающего механизма ПДГО-601 серия 09.
В режиме MMA регулировка сварочного тока осуществляется с помощью
потенциометра на передней панели конвертера (поз.7) или с пульта дистанционного
управления (выбор типа управления осуществляется автоматически при подключении пульта
дистанционного управления).
5.7. В процессе сварки в режиме ММА КСУ-500 обеспечивает:
- предварительную установку сварочного тока непосредственно с передней панели
конвертера или с пульта дистанционного управления;
- индикацию тока во время сварки и по ее окончании (поз. 10);
- регулировку тока короткого замыкания (поз.2);
- регулировку времени горячего старта (поз.3);
- защиту от короткого замыкания («антиприлипание»);
- ограничение напряжения холостого хода. Встроенная функция ограничения
напряжения холостого хода обеспечивает безопасное напряжение на электроде (не более 12 В)
при отсутствии тока в сварочной цепи.
В режиме ММА цифровой индикатор может находиться в двух состояниях:
- на холостом ходу индицируется ток предварительной установки;
- после замыкания сварочной цепи индикатор переходит в режим измерения тока.
4В режиме MIG-МАG измерение сварочного тока не происходит. На индикаторе
отображается надпись «- - -».
Горячий старт: для улучшения зажигания дуги в начале сварки конвертер формирует
импульс тока определенной длительности. Величина импульса превосходит на 50 % величину
установленного сварочного тока, но не более 650 А. Длительность импульса (от 0 до 1 с)
задается резистором поз.3.
Форма сварочного тока в начале сварки приведена на рисунке 1.
Горячий старт
I
Т Сварочный ток
Начало t
Рис. 1
сварки
Антиприлипание: через 1…2 с после возникновения короткого замыкания между
электродом и деталью сварки конвертер прекращает подачу тока в сварочную цепь.
6. Подготовка к работе.
6.1. При приобретении конвертера и подготовке его к эксплуатации необходимо:
- убедиться в целостности конвертера;
- внимательно ознакомиться с настоящим паспортом;
- проверить комплектность конвертера.
6.2. Перед первым пуском нового конвертера или перед пуском конвертера, длительное
время не бывшего в эксплуатации:
- очистить конвертер от пыли, продувая его сжатым воздухом;
- проверить состояние электрических проводов и разъемов;
6.3. Подайте напряжение на конвертер. Включите конвертер выключателем "Питание".
6.4. Для сварочных работ в режиме MIG-MAG необходимо подключить сварочное
оборудование в порядке и последовательности, указанной в паспорте на подающий механизм.
57. Порядок работы.
В качестве источника питания рекомендуется применять выпрямители для дуговой
сварки ВДМ-6303С, ВДМ-1202С. Возможно применение иного многопостового выпрямителя с
жесткими внешними характеристиками и необходимым напряжением холостого хода.
Ознакомьтесь с техническими характеристиками на требуемый источник питания
(см. таблицу 1).
Если необходима организация только одного сварочного поста, рекомендуется в
качестве источника питания применять блок питания БП КСУ.
К одному источнику с номинальным током 1250 А возможно подключение до 4 шт.
КСУ-500, при условии, что сварка на всех КСУ-500 будет производиться в режиме обратной
полярности (положительный полюс сварочного источника на сварочном электроде или на
сварочной проволоке). Несоблюдение указанного требования приведет к выходу из строя
КСУ-500.
ВНИМАНИЕ! Возможность работы конвертера на прямой полярности в режиме
ММА необходимо согласовывать с предприятием-изготовителем.
ВНИМАНИЕ! При проведении сварочных работ и испытаниях силовые и
управляющие кабели не должны быть свернуты в бухту.
Проверьте надежность подключения силовых и управляющих кабелей.
7.1. Проведение сварочных работ в режиме MIG-MAG.
7.1.1. При проведении сварочных работ в режиме MIG-MAG (см. приложение 4):
- подключите подающий механизм к конвертеру с помощью кабеля управления;
- подключите к подающему механизму сварочный кабель от выходного токового
разъема "+" (поз. 9) конвертера;
- с помощью сварочных кабелей с клеммой заземлите входной токовый разъем "–"
(поз. 5) конвертера и силовой разъем "–" БП КСУ на свариваемую деталь;
- подключите к БП КСУ сварочный кабель от входного токового разъема "+" (поз.4)
конвертера.
7.1.2. Включите блок питания БП КСУ.
7.1.3. На подающем механизме:
- подготовьте подающий механизм к выполнению сварочных работ согласно его
инструкции по эксплуатации;
- включите подачу сварочного напряжения, нажав кнопку на горелке полуавтомата;
- установите ориентировочно скорость подачи проволоки.
7.1.4. Проведите пробную сварку, в процессе которой необходимо произвести
регулировку скорости подачи и напряжения для достижения оптимального сварочного
процесса. Отрегулируйте, при необходимости, расход защитного газа.
7.1.5. При перерывах в работе отключите конвертер выключателем "Питание" на
задней панели конвертера.
7.2. Проведение сварочных работ в режиме ММА (см. приложение 3).
7.2.1. Для проведения сварочных работ в режиме ММА с использованием электродов,
предназначенных для сварки на обратной полярности:
- подключите сварочный кабель с электрододержателем к выходному токовому разъему
"+" (поз. 9) конвертера;
- с помощью сварочных кабелей с клеммой заземлите входной токовый разъем "–"
(поз. 5) конвертера и силовой разъем "–" БП КСУ на свариваемую деталь;
- подключите к БП КСУ сварочный кабель от входного токового разъема "+" (поз.4)
конвертера.
67.2.2. Контроль величины сварочного тока в процессе сварки осуществляется по
цифровому индикатору (поз.10) на крыше конвертера.
7.2.3. Ориентировочные значения диаметра электрода и сварочного тока в зависимости
от толщины свариваемого металла, при сварке конструкционных сталей без зазора в нижнем
положении электродами типа АНО, МР3 и др., приведены в таблице 2.
Таблица 2
Оптимальная толщина Ориентировочный
Диаметр электрода, мм
свариваемого металла, мм сварочный ток, А
2,0 1,0 – 2,0 50-70
3,0 1,5 – 4,0 80-120
4,0 3,0 – 6,0 130-170
5,0 5,0 – 20,0 190-250
6,0 15,0- 40,0 260-330
Внимание! Электроды должны быть сухими, без нарушения покрытия,
соответствовать роду тока и марке свариваемых материалов.
7.2.4. Проведите пробную сварку, в процессе которой рекомендуется резисторами
регулировки тока короткого замыкания и времени горячего старта (поз.2 и поз.3) провести
настройку оптимального поджига дуги и сварочного процесса.
7.3. При перерывах в работе отключите конвертер выключателем "Питание" на задней
панели конвертера.
7.4. При перегреве силовых узлов происходит отключение сварочного напряжения и
зажигание индикатора "Перегрев" (поз. 8) на передней панели конвертера. При этом
вентиляторы продолжают работать, охлаждая силовые узлы конвертера. Работоспособность
конвертера восстанавливается автоматически после остывания перегретых узлов через
5-10 мин. в зависимости от температуры окружающей среды. При этом индикатор "Перегрев"
гаснет.
Внимание! Срабатывание термореле – это аварийный режим. Перед повторным
включением конвертера после срабатывания термореле устраните причину, приводящую
к срабатыванию тепловой защиты.
Наличие термореле повышает надежность изделия, но не снимает ответственности
потребителя за несоблюдение условий эксплуатации, в частности соблюдение ПН, либо за
другие действия, приводящие к выходу конвертера из строя.
8. Техническое обслуживание.
8.1. При ежедневном обслуживании необходимо перед началом работы произвести
внешний осмотр конвертера, проверить надежность контактных соединений, устранить
замеченные неисправности.
8.2. При периодическом обслуживании не реже одного раза в месяц необходимо:
- очистить конвертер, особенно диоды и аппаратуру управления, от пыли и грязи, для
чего снять кожух, продуть сжатым воздухом и в доступных местах протереть чистой мягкой
тканью;
- проверить состояние электрических контактов и паек;
- подтянуть болтовые и винтовые соединения;
- проверить сопротивление изоляции.
8.3. Периодичность технического обслуживания определяется также требованиями
паспорта на сварочный полуавтомат, в составе которого эксплуатируется конвертер.
79. Правила хранения.
Хранение упакованных конвертеров должно производиться в закрытых вентилируемых
складских помещениях по группе 1 (Л) ГОСТ 15150.
10. Гарантии изготовителя.
10.1. Гарантийный срок эксплуатации изделия - 12 месяцев с момента ввода в эксплуа-
тацию, но не более 18 месяцев со дня отгрузки с предприятия-изготовителя.
10.2. Гарантия не включает в себя проведение пуско-наладочных работ, отработку
технических приемов сварки, проведение периодического обслуживания.
10.3. Гарантийные обязательства не распространяются на входящие в комплект
поставки расходные комплектующие.
10.4. Не подлежат гарантийному ремонту изделия с дефектами, возникшими вследствие:
- механических повреждений;
- несоблюдения условий эксплуатации или ошибочных действий потребителя;
- стихийных бедствий (молния, пожар, наводнение и т.п.), а также других причин,
находящихся вне контроля продавца и изготовителя;
- попадания внутрь изделия посторонних предметов и жидкостей;
- ремонта или внесения конструктивных изменений без согласования с изготовителем;
- использования изделия в режимах, не предусмотренных настоящим паспортом;
- отклонений питающих сетей от Государственных Технических Стандартов.
10.5. Настоящая гарантия не ущемляет законных прав потребителя, предоставленных
ему действующим законодательством.
10.6. Гарантийные обязательства вступают в силу при соблюдении следующих условий:
- обязательное предъявление потребителем изделия, все реквизиты которого
соответствуют разделу "Свидетельство о приемке" паспорта;
- настоящего паспорта с отметками о приемке и датой выпуска;
- предоставление сведений о продолжительности эксплуатации, о внешних признаках
отказа, о режиме работы перед отказом (сварочный ток, рабочее напряжение, ПН%, длина и
сечение сварочных проводов, характеристики подключаемого оборудования), об условиях
эксплуатации.
11. Свидетельство о приемке.
Конвертер КСУ-500 № –
Зав. №
изготовлен и принят в соответствии с обязательными требованиями
государственных стандартов, действующей технической документацией и
признан годным для эксплуатации.
М.П.____________________ _________________________
личная подпись расшифровка подписи
________________________
число, месяц, год
89
10
11
12
Приложение 5Вы также можете почитать