ИНЖЕНЕРНЫЙ КОНСАЛТИНГ - КАТАЛОГ ПРОЕКТОВ - Юбилейное издание - Инженерно-консалтинговая компания "Солвер" - Аддитивные технологии от DDM ...
←
→
Транскрипция содержимого страницы
Если ваш браузер не отображает страницу правильно, пожалуйста, читайте содержимое страницы ниже
Юбилейное издание
ИНЖЕНЕРНЫЙ КОНСАЛТИНГ
КАТАЛОГ ПРОЕКТОВ
Инженерно-консалтинговая компания «Солвер»
2013 г.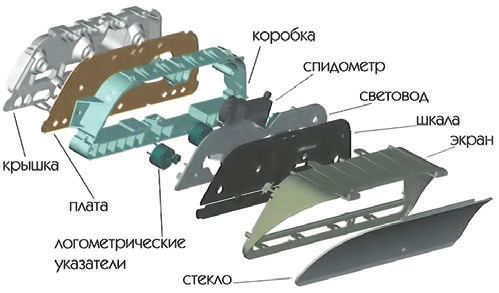
Сквозное автоматизированное проектирование и изготовление
автоприборов на основе комплексного подхода
Этап 1. Концептуальное проектирование
дизайна приборов и общей компоновки со
смежными деталями облицовки салона с
использованием модулей Pro/DESIGNER
программных средств Pro/ENGINEER.
На этом этапе в основном учитываются
эстетические факторы и эргономика. На
рис. 1 приведены некоторые рассмотрен-
ные варианты дизайна внешних обводов
комбинации приборов. Выбранный и
согласованный с заказчиком базовый
вариант дизайна передается в среду трех-
мерного параметрического проектиро-
вания для дальнейших конструкторских
разработок.
Этап 2. Рабочее проектирование трехмерной
параметрической геометрии деталей
комбинации приборов и их сборки (рис. 2
и 3).
Проектирование осуществляется
с использованием специальных кон-
структорских модулей Pro/ENGINEER
– Pro/FEATURE, Pro/SURFACE, Pro/
ASSEMBLY, Pro/DETAIL. • во взаимном положении кнопки су- (программные средства
средсттва Pro/ENGINEER). 2
По сформированной трехмерной сбор- точного сброса и деталей «световод», Pro/ENGINEER обеспечивает
обесспечивает двухсторон-
ке комбинации проведен специальный «стекло»; нюю (или полную) ассоциативность между
анализ зазорного сопряжения деталей и • в контурном центрировании детали трехмерной параметрической геометрией и
достигнуты требуемые смежные размеры: «экран» по детали «коробка». содержаниями чертежей: любые изменения
• в нижних углах деталей «стекло» и Проконтролированы и обеспечены в трехмерных моделях автоматически ото-
«экран» (рис. 2); необходимые натяги в замковых соедине- бражаются в чертежах, и наоборот. Данная
ниях. особенность позволяет избежать многочис-
Проектирование сборки осуществля- ленных ошибок при подготовке производ-
ется
ет с наложением всех необходимых ства, а также в процессе его последующего
условий
ус сопряжения смежных деталей, сопровождения. На рис. 4 приведен один
что
чт позволяет при изменении геометрии из полученных чертежей.
одной
од детали получить автоматическое Следует отметить, что чертежи в Pro/
изменение
из смежных элементов всех ENGINEER оформляются в строгом соот-
сопряженных
со с ней деталей (радиусы со- ветствии с ЕСКД.
пряжения,
пр замки и т.п.).
Этап
Эт 3. Получение комплекта сборочных Этап 4. Физическое прототипирование
и деталировочных
д чертежей комбинации деталей комбинации приборов.
приборов
пр по сформированной на втором В производстве детали комбинации
этапе
эт трехмерной геометрии. приборов изготавливаются литьем из
Виды, сечения и разрезы на чертежах ABS-пластика. Наиболее приближена к
строятся
ст и образмериваются автомати- производственной технология получения
чески
че – средствами модуля Pro/DETAIL прототипов (опытных образцов деталей),
1
308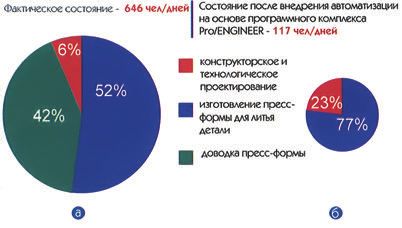
Проекты
разработанная фирмой STRATASYS в форме, положение линий холодного
(США). Это технология получения спая, параметры литейной машины и др.
прототипа детали послойной укладкой На основе такого анализа определяют-
расплавляемой нити из ABS-пластика ся, в частности, наилучшее расположение
на специализированных установках литников в пресс-форме, темп раскрытия
серии FDM и QUANTUM. Установкой форм – а значит, производительность
управляет компьютер со специальным процесса.
программным обеспечением, в котором На рис. 8 показаны результаты анализа
используется STL-файл с трехмерной гео- детали «экран» на наличие линий холод-
метрией детали из Pro/ENGINEER. Схема ного спая в зависимости от расположения
процесса показана на рис. 5. литников.
На рис. 6 изображен рабочий момент
получения прототипа детали «экран» Этап 6. Проектирование технологической
комбинации приборов на установке FDM- оснастки (пресс-форм) для литья деталей
2000, а на рис. 7 – фотография готового комбинации приборов 3
прототипа этой детали. Время изготовле- На основе трехмерных моделей деталей
ния прототипа составляет 21 час. Стои- комбинации приборов, полученных на
мость расходных материалов – 39 долл. втором этапе, в модуле Pro/MOLDESIGN
В течение одной рабочей недели можно автоматически строятся формообразую-
получить прототипы всех спроектирован- щие поверхности пресс-форм с учетом
ных деталей комбинации приборов (рис. усадки материала, литейных уклонов и
2) и проверить в реальности необходимые радиусов, линий разъема. Проводится
характеристики: собираемость, внешний анализ извлекаемости отливок из форм.
вид и др. – до изготовления технологи- Далее окончательно оформляются трех-
ческой оснастки и получения пробных мерные параметрические модели блоков
отливок. Прототипирование позволяет пресс-форм со всеми входящими деталя-
оперативно оценить и вариантные реше- ми (толкателями, штуцерами, крепежом
ния как деталей и сборок в целом, так и их и др.) и ассоциативно оформляются соот-
отдельных фрагментов (фрагменты могут ветствующие чертежи – рис. 9.
вырезаться и склеиваться). Замечательная особенность природы
Сочетание проектирования ком- Pro/ENGINEER – ее полная ассоциатив-
бинации приборов в Pro/ENGINEER ность – позволяет автоматически отобра-
и FDM-прототипирования придает жать все изменения элементов геометрии
процессу проектирования совершенно деталей комбинации приборов (произ-
новое качество – анализ характеристик водимые в процессе проектирования и
реального изделия до его производства. необходимой доводки или корректировки
Прототип комбинации приборов окон- изделия) в конструкции пресс-формы.
чательно согласовывается с заказчиком, Действует и обратная связь. Так, при про-
и только после внесения необходимых веденном изменении кривой сопряжения
модификаций в основу проекта (трех- деталей «экран» и «стекло» в трехмерной
мерные параметрические модели сборки, модели сборки (рис. 2) соответствующим 4
деталей) выдается задание службам образом корректно изменились формоо-
технологической подготовки производ- бразующие поверхности пресс-форм этих
ства на разработку оснастки (это делается деталей, что исключило трудоемкие про-
с помощью средств управления инже- цессы проверок и корректировок, прису-
нерными данными в Pro/ENGINEER – щие «ручному» проектированию, а также
модуля Pro/INTRALINK). особенно трудоемкие процессы слесарной
доводки оснастки после получения проб-
Этап 5. Начало технологического ных отливок. Следует отметить, что руч-
проектирования комбинации приборов ная доводка формообразующих поверхно-
Исследование литейных процессов из- стей пресс-форм порождается в основном
готовления деталей в модуле Pro/PLASTIC несоответствием геометрии детали на
ADVISOR программного комплекса Pro/ «ручном» чертеже конструктора детали
ENGINEER. Определяются характеристи- и геометрией пресс-форм на «ручном»
ки кинематики заливки, время остывания чертеже конструктора оснастки. Сквозное
отливки в форме, распределение давления проектирование в Pro/ENGINEER ис-
5
309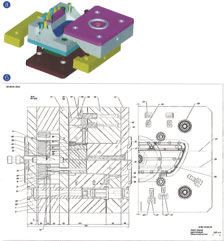
Сквозное автоматизированное проектирование
и изготовление автоприборов на основе комплексного подхода
ключает подобное несоответствие, резко
сокращая время изготовления оснастки и
значительно повышая качество изделий.
Оценка сокращения времени изготовле-
ния приведена ниже.
Этап 7. Получение управляющих
программ для станков с ЧПУ, на которых
обрабатываются формообразующие
поверхности пресс-форм
По трехмерной геометрии пуансонов и
матриц пресс-форм, спроектированных на
шестом этапе (рис. 9), автоматически стро- 6 7
ятся управляющие программы фрезерной и
электроэрозионной обработки – в модулях
Pro/MFG (комплекса Pro/ENGINEER). До
выхода на станок проводится визуальный
контроль движения инструмента (фрезы,
электрода) в теле между готовой формой и
заготовкой, проводятся необходимые кор-
ректировки по параметрам инструмента,
режимам обработки (рис. 10).
Полная ассоциативность в Pro/
ENGINEER обеспечивает автоматическое
изменение управляющих программ станка
по проводимым изменениям в трехмерной
геометрии детали комбинации прибо-
ров и (или) по изменениям в оснастке
(здесь, как и на шестом этапе, действует
и обратная связанность данных). Такая
ассоциативность необходимым образом
окончательно дополняет информацион-
ное единство процессов конструкторского
и технологического проектирования в
Pro/ENGINEER.
8 9
Этап 8. Изготовление пуансонов и матриц
пресс-форм для пластмассового литья
деталей комбинации приборов
Полученные на седьмом этапе ЧПУ-
программы преобразуются в инструкции
модулями Pro/NC-POST металлообрабаты-
вающих станков, и далее следует непо-
средственно процесс обработки формоо-
бразующих элементов оснастки. На рис. 11
показана фотография готового пуансона
пресс-формы для детали «экран». После
достигнутой посредством Pro/ENGINEER
11
высокоточной обработки на станке с ЧПУ
пуансон практически не нуждается в сле-
сарной финишной доработке.
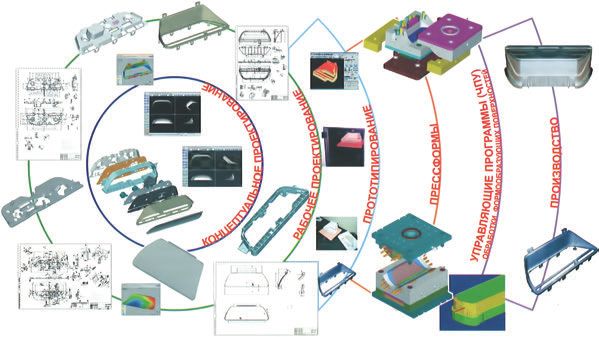
Вышеописанные восемь этапов полно
характеризуют сквозной процесс автома-
тизированного проектирования и изго-
товления автоприборов, обеспечивающий
их высокое качество и резкое сокращение
10
310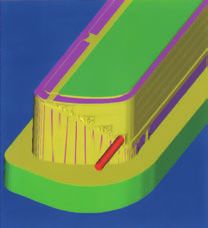
Проекты
12
сроков производства. Структуру этого
процесса наглядно иллюстрирует рис. 12.
Упомянутое выше сокращение сроков
получения готовых изделий по сравнению
с традиционными «ручными» процессами
отражено сравнительными диаграммами
на рис. 13 (по детали «экран»). Аналогич-
ная структура диаграмм характерна и для
остальных деталей комбинации приборов
(рис. 2).
Анализ диаграммы по традиционным
процессам (рис. 13а) показывает, что
конструкторская и технологическая под-
готовка производства составляет всего 6%
общей трудоемкости процесса создания
изделия, а собственно производство – 94%
(52% – изготовление пресс-форм на стан-
ках, 42% – слесарные доработки пресс-
форм). Следовательно, эффективность 13
внедрения системы сквозного автомати- шится трудоемкость производства (вклад относительная
что относительна ая доля трудоемкости
зированного проектирования и производ- производства в общую трудоемкость – проектирования в автоматизированном
ства определяется отнюдь не сокращением 94%). Предложенная фирмой «Солвер» процессе повышается с 6 до 23% (рис.
персонала конструкторов и технологов (их реализация методологии сквозной авто- 13б), что свидетельствует об относитель-
вклад в общую трудоемкость всего 6%), а матизации обеспечивает решение главной ном возрастании значимости процессов
созданием такого уровня компьютерной задачи – сокращение сроков создания инженерной подготовки производства с
оснащенности их работы по подготовке изделия в 5,5 раз (рис. 13а,б) при обеспе- использованием современных техниче-
производства, при котором резко умень- чении его высокого качества. Характерно, ских и программных средств САПР.
311Открытые период и ч е с к и е
и з д а н и я , из которых формировались
материалы каталога
В каталог вошли статьи,
опубликованные в период с 1998 по
2013 год в следующих периодических
изданиях:
• журнал «РБК»,
• журнал «Умное производство»,
• журнал «Эксперт. Оборудование»,
• журнал «Профиль»,
• журнал «САПР и графика»,
• журнал «СAD/CAM/CAE Observer»,
• журнал «Аэрокосмический курьер»,
• портал «RussianAvia.net»,
• журнал «Мир авионики»,
Навигация
• журнал «Инструмент. Технологии.
Оборудование»,
• журнал «Кузнечно-штамповочное
оборудование. Обработка металлов
давлением»,
• журнал «Литейное производство»,
• журнал «Судостроение» и др.
345w w w . s o l v e r . r u © ООО Инженерно-консалтинговая фирма «Солвер», 2013 г.
Вы также можете почитать